Discolored Stainless Steel Welds
Reader question about Discolored Stainless Steel Welds
watch more videos on TIG welding stainless steel here


I was wondering about the discoloration of Stainless steel TIG welds . Sometimes i get a beautiful rainbow coloration of the welds and sometimes they are just gray and plain looking. Can you give me any advice on how to keep them getting the "rainbow" coloration?
I seems low heat is the key as more turns it gray, but with the lower heat i fear poor penetration..
I Do custom automotive fab and make headers for turbo cars from 304L and all my competitors have beautiful rainbow welds. What can i do to get on par with the competition?
Thank you
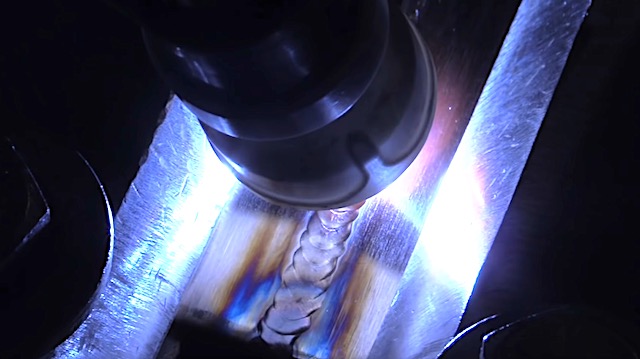
slightly discolored stainless weld
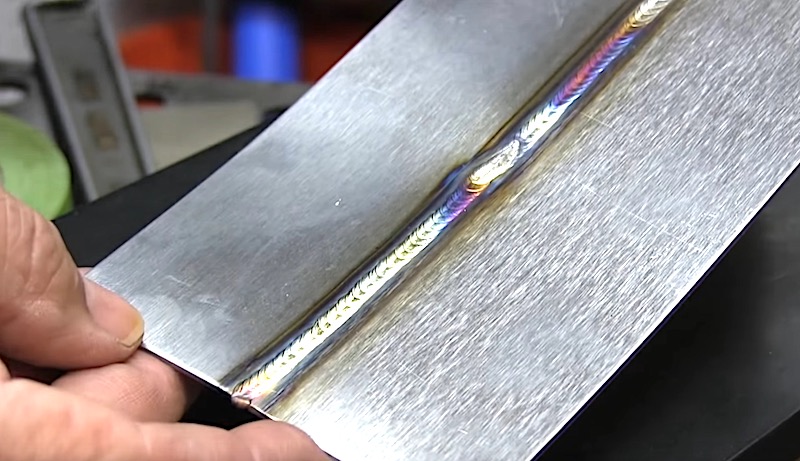
much better shielding on stainless weld
Response from weldingtipsandtricks.com on stainless steel welds
Discoloration is oxidation. It is just a matter of the argon shielding envelope leaving the hot metal before it has a chance to cool enough to not oxidize.
That is why gas welding steel with an oxyfuel torch looks so gray all over. If you were to use a really large tig nozzle, things would improve. ( I use a 15/16" nozzle/cup routinely but when I dont need it I use a small one to save argon)
There are also other ways to accomplish the same thing, watch your heat input, use a large nozzle, use chill bars to suck the heat out quickly, or stop often to let cool. Also you may be a little too concerned about penetration. Most of your welds on headers are fillet welds with maybe a few laps and butts. Stainless has a tendency to bond really well with low heat as long as it is clean.
Unless your beads look really cold and ropey, you are probably ok. Since you mentioned that sometimes you get good luster on your stainless welds, I think we can assume that everything is working ok. but just to make sure.....
Try this simple test... use a sharp electrode and set everything for steel... and hold the torch just like you were going to run a bead.
Get a piece of scrap steel and grind a small clean spot to shiny bright metal. Next just Puddle a small 1/4" puddle for about 10 seconds. let off the pedal and dont move the torch. hold it completely still until everything cools. Metal, tungsten etc. probably another 10 seconds.
Now look at the steel and also your electrode.
If your electrode is not completely shiny, you have some argon contamination.
It could be from a faulty collet body, a leak, or....
it could be a bad bottle of argon.
Look at the steel where you welded also, you should have a symmetrical shiny circle with no heat tint.
If you dont , or you have a odd shaped shiny area with heat tint bleeding in, its probably a bad collet body, or could be the collet in backwards.
let me know the results. I had the same problem once when I was out of town training some welders on a dynasty 200dx.
It was a bad gas lens collet body...right out of the box it was bad.
I also had a bad bottle of argon once when I first got my dynasty.
Good luck
Best regards, J COLLIER








The Real and Original TIG Finger® and XL model



 Subscribe To This Site
Subscribe To This Site

