
MIG Welding 5F tube to plate
When I started filming this video on mig welding 5f tube to plate, I realized I didnt have a plate large enough so I decided to weld 3 smaller plates together and film that too.
Some welding schools have downhill open root tests in their curriculum and I think those schools would do well to start the student out with 11ga plates gapped 5/32" to teach the students arc placement in the puddle.
Arc placement is critical on a downhill open root using short circuit mig.
Too far back in the puddle...and you dont get good penetration or a good profile.
too far in the leading edge of the puddle...and you shoot whiskers of wire thru the gap.
11ga metal is cheap, does not require any prep, and transitioning from 11ga to beveled plate is seamless.
Once I got the 3 pieces of 11ga welded, I tack welded the piece of tubing.
In hindsight, I should have thinned out the tack welds with a grinder before welding the 5g tube to plate joint.

You might like these
Vertical Uphill Welding Technique
A Video Explaining a Vertical Uphill Welding Technique
Mig Welding Technique - Push, Pull or get out of the Way.
Mig Welding Technique - Should I Push or Pull?

Technique for Mig Welding 5f tube to plate
The main thing on my mind was a question I got from a viewer about making joints like this leakproof.
Since short circuit Mig welding can have cold starts, Its a good practice to grind starts that will be welded into in order to have a smooth transition and a leak free weld.
So I used a hard rock to feather/taper the start on the bottom before welding the second half of the joint.
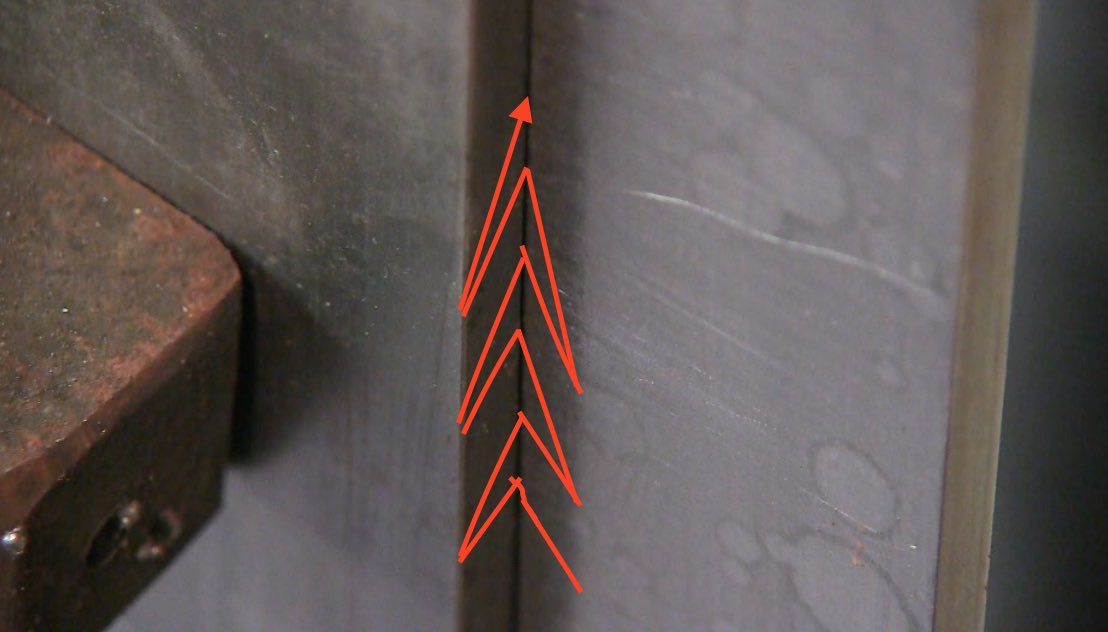
My technique used was an upside down V motion that basically traces the leading edge of the puddle.
This method is not always the best but it is tried and true in my experience and has always helped in making leakproof joints that will hold pressure.
With this technique, travel speed can be adjusted by the time spend bouncing from each corner of the upside down V.
Generally speaking, short circuit mig welding deposits a highly crowned bead when welding uphill so in order to avoid that, the upside down V technique helps flatten out the bead while still getting adequate penetration by keeping the arc moving on the leading edge of the weld puddle.









The Real and Original TIG Finger® and XL model


