
Mig Welding with Co2

- HOME
- MIG WELDING
- Mig Welding
Mig welding with c02 gas.
Why do that?
I am finishing up a project where I am fabricating 6 fixtures using heavy wall steel tubing with 3/8" (9mm) wall thickness along with some heavier thickness 3/4" (about 19mm) plates.
I am using pulse mig spray transfer process and am running out of 90/10 ar/co2 mix gas so for the plates that have no structural requirment and are added simply as a counterweigth, I am switching gears and using straight co2 shielding gas.
It has been my experience that co2 gas works ok but its harder to dial in a sweet spot setting.
co2 requires different settings than 75/25 ar/co2 gas.
typically for a giving wire speed setting, more voltage is needed for co2.
Also, if a mig welder is equipped with inductance setting control, a higher inductance setting works better for me with co2 gas.
I have been digging into the whole concept of inductance recently and have learned a lot.
Inductance has to do with the volt/amp curve of a mig welding machine.
A low inductance setting might work ok for thin sheet metal to pinpoint the bead, but for thicker metals, and for mig welding with co2 on thick metals, a higher inductance setting makes for a softer arc and flatter bead, with better wetting out at the toes of the weld.
I have also seen posts of diy inductance coils using a round piece of steel and 20-30 wraps of welding cable that is placed on the ground cable.
More on that topic when I get a chance to make one myself and record the results.
So when I get time, I will make a diy inductor coil and hook it up to a mig welder that does not have an inductance setting like a millermatic 250, or a hobart 210 mvp.
I suspect it will make a big difference.
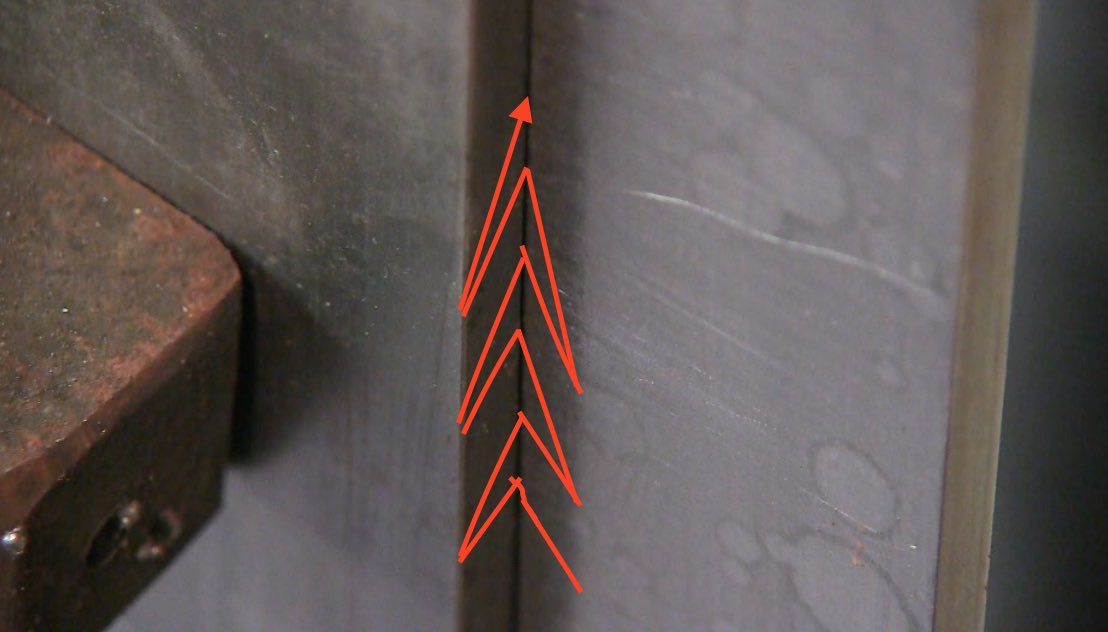
Anywho, back to the video .... a high inductance setting on the Lincoln Powermig 350mp worked best along with higher voltage and lower wire speed than what was recommended.
The charts that come on the inside of most mig welders are just a starting point. But they are helpful.
My advice is to start off with the chart settings and go from there and feel free to experiment...thats how we learn stuff.
I got the best results by switching the powermig to standard gmaw mode. Synergic modes would not allow me to fine tune the settings and I just could not nail the sweet spot using the synergic modes. But setting the powermig to plain jane gmaw, I would dial in the voltage and wire speed manually without the machine intervening.
Why use co2 gas at all?
So if co2 gas makes for more spatter, and is harder to find sweet spot settings than 75/25 gas , why use it at all?
Co2 is cheaper....and hotter. Its not a bad choice at all for certain applications...just not as versatile as c25 (75/25)...and co2 is not that great for thin auto body type thickness.
Another good reason is to get more penetration out of 115 volt mig welders.
Paintball co2 cylinders can even be adapted to use for welding.
Hobart once made a kit with a fixed regulator/flowmeter designed for Hobart mig welders but it could be made to work on most any 115 volt mig that is made to use with shielding gas.
I am not sure what happened to that kit...maybe too much risk for Hobart, but I recently saw an adapter on amazon.com to adapt a paintball cylinder to a cga co2 regulator fitting.
What that means is a portable mig welder with co2 gas shielding.
So how long can you weld with a tiny paintball co2 bottle?
Not all day long... thats for sure, But I once welded close to 10 feet of weld with one before running out.
...and thats plenty to take to your brother in laws house to fix his mower.
see more mig welding videos


You might like these
Vertical Uphill Welding Technique
A Video Explaining a Vertical Uphill Welding Technique
Mig Welding Technique - Push, Pull or get out of the Way.
Mig Welding Technique - Should I Push or Pull?









The Real and Original TIG Finger® and XL model


