
Mig Welding Downhill Open Butt roots
click here to watch more mig welding videos
Personally, when were are talking about short circuit mig welding, I prefer to go uphill on anything 3/16" and thicker. But for open butt root passes in pipe welding in fab shops, downhill mig is pretty common in pipe fab shops...and yields good results provided the bevel, gap, fitup, and land are within scope.
I worked in a pipe fab shop a long time ago and tested on a 8 inch schedule 80 5g pipe...downhill root and uphill fill and cap.
I seem to remember tack welding using tig using a 1/8" gap and zero land...then feathering the tig welded tack welds with a grinder...and then welding half the pipe from top to bottom without stopping.
There are also variations of the short circuit mig process where the arc is manipulated electronically to provide even better results on open butt root passes.
Miller Electric has a system called "pipeworxs" that uses something they call Regulated metal deposition (RMD) for downhill roots in pipe.
Lincoln Electric has a process called STT that stands for "surface tension transfer" that is designed for welding downhill root passes in pipe.
Fronius has a process called "cold metal transfer" (CMT) that is designed for certain very specific applications and can also be used for open butt root passes in pipe.
Practice using 1/8" (3.2mm)

I have found that using 1/8" (3.2mm) plates provides good practice without breaking the bank.
Settings that work on 1/8" thick steel with 1/8" gap will get you pretty darn close to what works on thicker wall pipe with a 37.5 deg bevel using a 1/8" gap with zero to 1/16" land.
I had decent results with 18 volts and 230 ipm using .030" wire.
But it was a bit concave.
So I increased wire speed to 260 and welded another beveled plate.
Results showed even more concavity on the back side of the root.
Dropping voltage to 17 and keeping wire speed the same at 260 ipm improved the weld penetration and bead profile.
I think if I had enough metal and time, I think I could dial the settings in even better by adjusting the gap, land, bevel angle, and machine settings.
All of these things can make a difference.
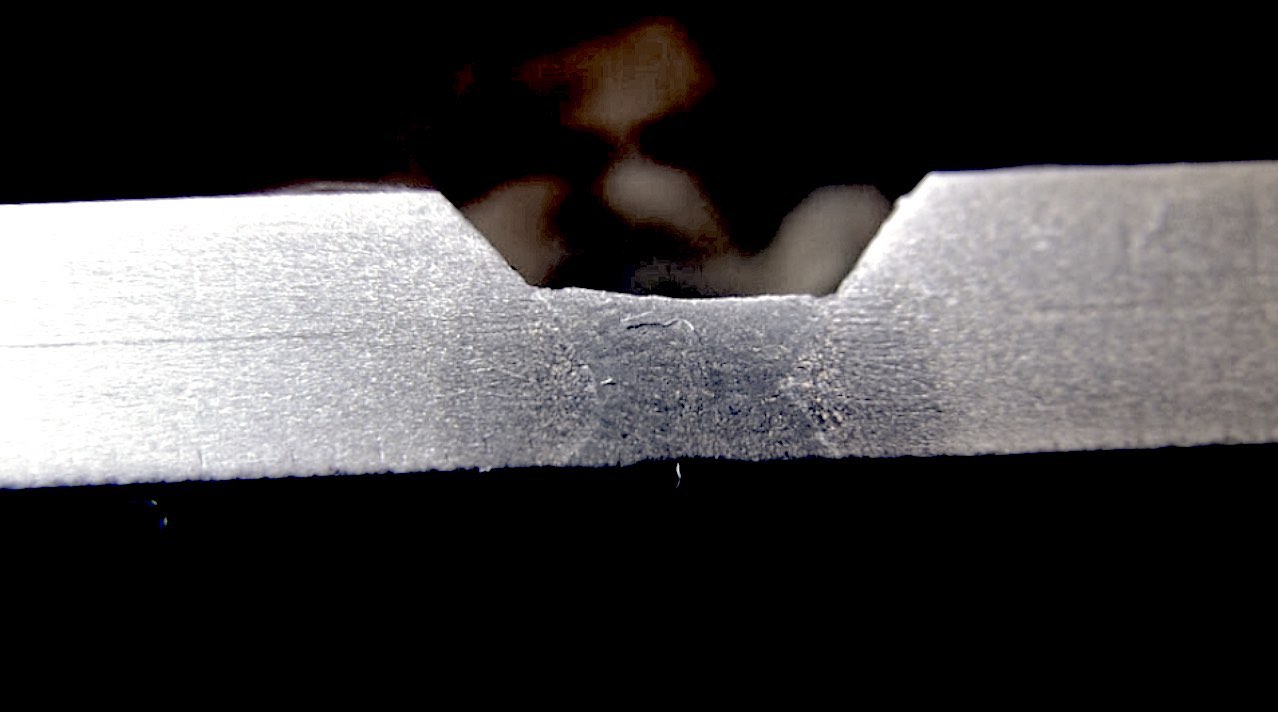
here is a pic of the penetration profile on 1/4" thick plate with 35 degree bevel.
Issues with mig welding downhill
Its no secret that welding downhill penetrates less than welding uphill.
That is because gravity keeps the puddle behind the arc when you weld uphill.
With downhill welding, the puddle sort of chases the arc and can get ahead of the arc. Travel speed is also higher on downhill welding which lowers heat input.
So there are limitations to what you can effectively weld downhill using mig welding.
But open butt joints are one application where downhill mig seems to do very well.
After the root pass, all other passes would be welded uphill.









The Real and Original TIG Finger® and XL model


