
TIG welding aluminum cylinders using 4643 filler rod
- HOME
- TIG WELDING ALUMINUM
- Tig Welding Aluminum
What is 4643 Filler rod and why is it sometimes specified for Tig welding 6061 aluminum?
Why Preheat?
How high is too high when preheating aluminum for welding?
Are those Aluminum cleaners any good?
Gas lens? ..or no gas lens?
...Introducing the New WeldMonger Challenger TIG kit that includes the most frequently used Cups.



watch more videos on tig welding aluminum
click here to visit the store and check out products used in this weekly video
A few Tips for Tig Welding aluminum
Remember the 3 C's for Welding Aluminum
- clean
- clean
- clean
When you are welding aluminum, the cleaner it is , the cleaner it welds.
I used Dynaflux aluminum cleaner for the parts I welding in this video.
It's fairly cheap and does make a difference.
I believe Roy typically uses Aluminum Acid Wash for Trucks...made by bio-kleen. It leaves a dark smut on the surface but it is easily removed with scotch brite or even a rag.
After I cleaned the part with chemical cleaner, I rinsed, dried, and wiped down with Acetone.
You might like these
Aluminum Welding Training on your own - just you and your tig machine
The best Aluminum Welding Training you can get on your own - How to Get better at Tig Welding
Welding Aluminum with Tig
Videos on Tig Welding Aluminum and learning how to tig weld

Why 4643 instead of 4043?

4043 filler rod will not respond to heat treat unless there is a lot of 6061 base metal mixed in.
4643 is designed to respond to heat treatment.
Since these cylinders will be under a lot of stress, the welds need to be pretty close to the same strength as the base metal.
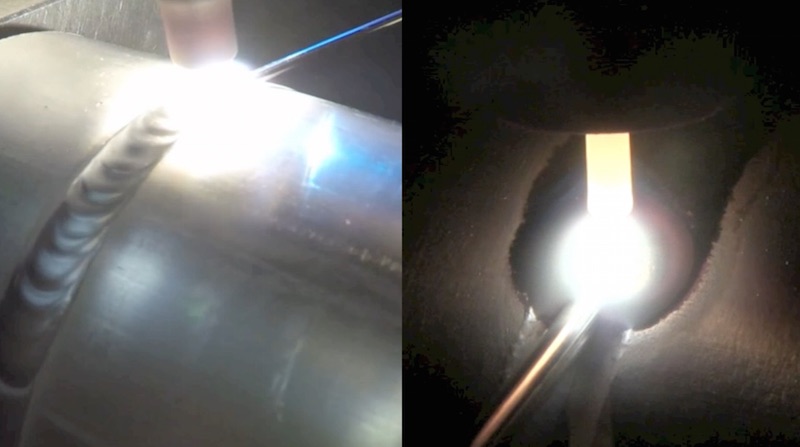
A lot of welders like to use a standard #5 cup for tig welding aluminum But For filming this weld, I used a gas lens so that I could extend my electrode a bit, still get good gas coverage, and be able to film the arc and puddle better.
I typically extend the electrode just far enough for me to see the tip without straining or tilting my head...which winds up being somewhere around 1/4" -3/8".
I like to hold a fairly tight arc length and if I cant see the tip , I cant tell how tight my arc is.
...But some welders actually dont extend the electrode at all.
You can make it work either way, but I find I have more versatility getting it tight corners , or down in holes, if I extend the electrode.
I preheated my part only to around 150f to prevent porosity. The hotter the preheat, the bigger the HAZ. A lot of welding codes and procedures limit the preheat to 200-250f for this reason.
How does 6061 strengthen from heat treatment?
6061 aluminum is strengthened by a heat treatment of 400f or less for anywhere from one hour to several hours....depending on thickness and temp.
It is called aging...or age hardening.
Basically, at temperatures between 250f and 400f, certain phases precipitate and make the metal stronger.
when you heat 6061 up to around 900-950f, all those precipitated phases disolve and go back into solution.
that is where the terms "solution heat treated" and "artificially aged" come from.
Heat Affected Zone
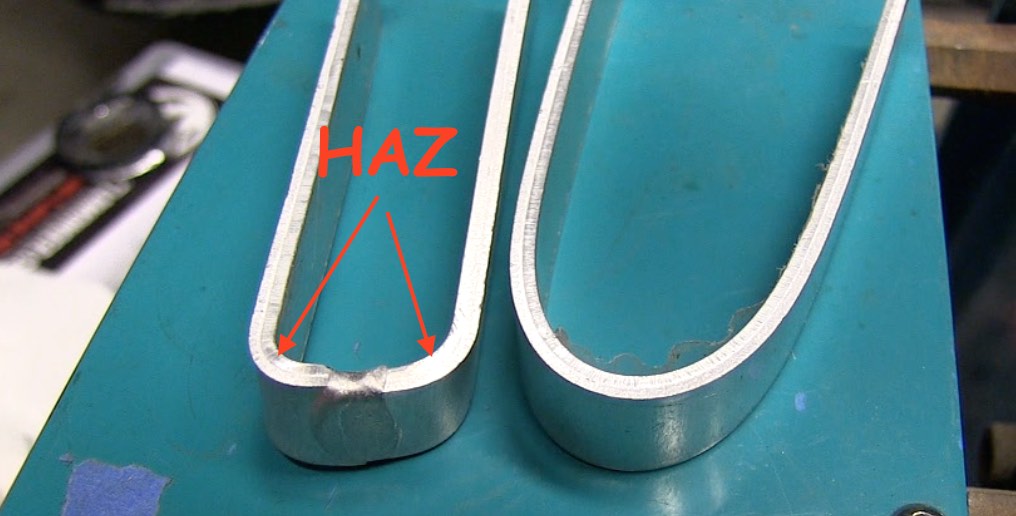
One thing every welder needs to know is that heat from welding affects metal.
Heat affects different metals in different ways but there is always something called a "heat affected zone".
According to Wikipedia, The heat-affected zone (HAZ) is the area of base material, either a metal or a thermoplastic, which is not melted and has had its microstructure and properties altered by welding or heat intensive cutting operations.
Since fusion welding melts the base metal, there is always a HAZ.
the goal is for the HAZ to be acceptable when it comes to material properties needed for the serviceability of the product.

You might like these
Aluminum Welding Training on your own - just you and your tig machine
The best Aluminum Welding Training you can get on your own - How to Get better at Tig Welding
Welding Aluminum with Tig
Videos on Tig Welding Aluminum and learning how to tig weld








The Real and Original TIG Finger® and XL model


