
Tig Welding Stainless Journals
This weekly video is about tig welding stainless steel.
I have done quite a few of these repairs where we replace the journals in these stainless rollers.
The
last time we a bunch of these rollers in the shop, the CNC lathe lost
its mind and I had to do a bunch of weld build up and even some shaft
straightening.



It takes 2 passes on these journals in order to have enough weld metal for a radius to be cut and because there is a fairly deep chamfer on the roller.
The first pass was done at 160 amps and the second pass was done with only about 110-120 amps....with complete cool off in between passes.
Why the cool off?
Because Stainless steel can lose its stainless properties if you get it too hot for too long.
Tig welding stainless steel can sensitize the metal when held at high temperatures (about 900-1200F)
What that means is that at high temperatures, carbon combines with chromium and that leaves areas that are depleted of chromium.
This is what is meant by the term "carbide precipitation". where chromium carbides migrate to grain boundaries.
Since chromium and nickel are the elements that provide the corrosion resistance, areas depleted of chromium corrode on a micro level and cause a condition known as "intergranular corrosion".
All welding leaves residual stress and when you have intergranular corrosion as well as residual stress, that is when stress corrosion cracking occurs.
That is actually a bit of an oversimplified explanation but the bottom line is this...
With stainless steel, you dont want to get the metal too hot for too long.
Since the melting point of stainless is around 2700F, there will always be an area right next to the weld that reaches a high enough temperature to cause sensitization.
But it doesn't happen in a split second....it takes time .
So its not just Temperature....
Its Time at Temperature.
And so that is the trick, To limit the time at which the metal stays hot.
That can be done lots of different ways.
Sometimes using chill blocks can remove the heat quickly and does the trick.
Other times, just letting multi pass weld cool between passes gets the job done.
And one more thing...
Discoloration is not always an indicator of heat input or how long a part stayed in the sensitization range.
Big flood cups for tig welding, or even welding inside an argon chamber can limit discoloration even on parts that got way too hot for way too long.
See more videos on Tig welding STainless

You might like these
Tig Welding Videos
Short and free Tig Welding videos - Welding Stainless, Aluminum, Steel, and more
Tig Welding 4130 Tubing
Tig Welding 4130 Tubing with E70S2 rod. Because it Works
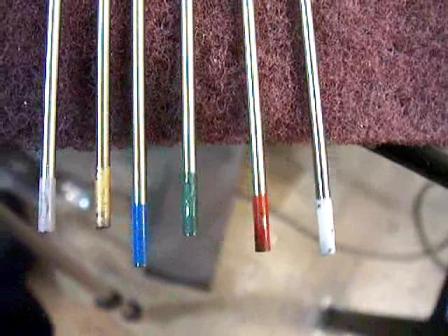
Tungsten Electrodes for GTAW
Case Study and Video of Gas Tungsten Arc Welding GTAW Tungsten Electrodes - thoriated vs ceriated vs lanthanated vs pure vs zirconiated









The Real and Original TIG Finger® and XL model


