
Mig Welding Aluminum - A Preheat Makes a Big difference
 |
 |
 |
"An infrared heat gun is much more accurate on surfaces that are not so reflective ... "
You might like these
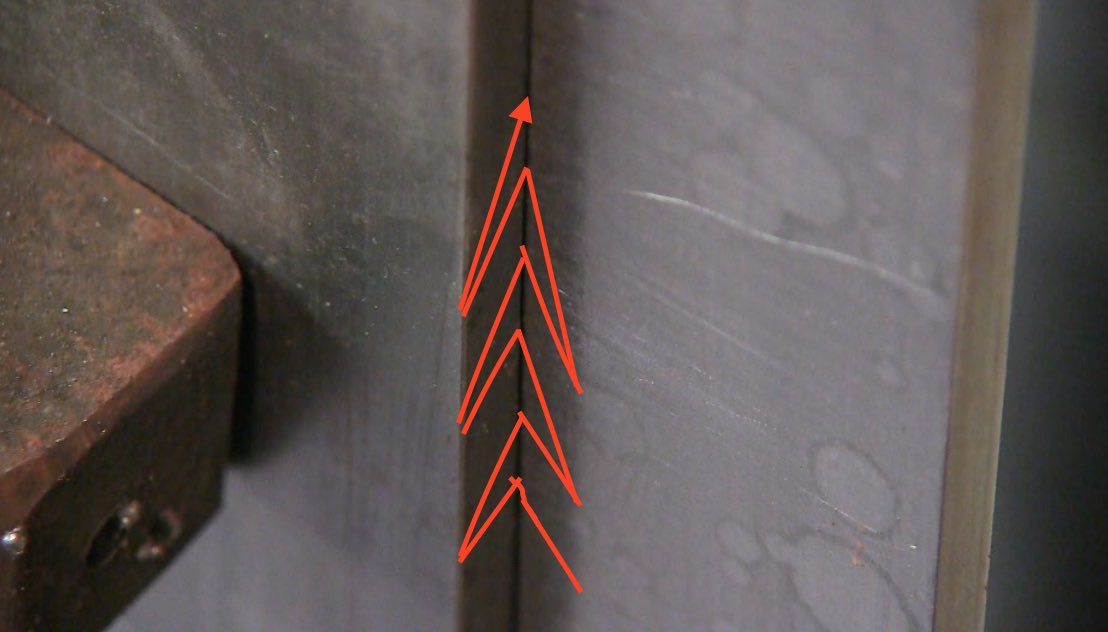
Vertical Uphill Welding Technique
A Video Explaining a Vertical Uphill Welding Technique
Mig Welding Technique - Push, Pull or get out of the Way.
Mig Welding Technique - Should I Push or Pull?

This is Part 2 of Mig Welding Aluminum using a precision welding table and a Hobart IronMan 230 with spool gun.
I intended to use a 50/50 argon/helium mix for this job but I was having some soot issues and did not want to complicate things as I isolated the problem ( which turned out to be a loose connection that was sucking air into the argon shielding gas)
So I used 100% straight argon or this job.
This is thick aluminum . The outer flange and spokes are 3/4" thick....and the hub is dang near 2" thick.
The ring on the hub is the thinnest member at only 1/2" thick
So a preheat was necessary to make things weld better.
In last weeks video, I mentioned how preheating helps for welding aluminum that is this thick....but I didnt go into it in the video and I got a couple of questions that I figured I would answer in a part 2 video.
Question #1 ..How much preheat is needed for welding aluminum that is 3/4" thick?
A preheat of around 200 degrees F makes a big difference for welding thick aluminum. 300F would be even better however its very hard to get aluminum to hold that much heat when the part is large. I had a hard time getting it to reach 250F. It took around 10 minutes of constantly going over it with a rosebud to get it to 230F.
Question #2... How do you know when its hot enough?
I used a infrared temperature sensor that uses a laser pointer.
I have found these very handy even though they are not completely accurate. Temperature crayons are more accurate but not nearly as handy.
Since aluminum does not change color when its heated, an infrared temperature sensor can save you a lot of heartache.
I do remember a few jobs where I got carried away with the heat and before I realized it, I melted a lug off a housing.
Checking often with the temp gun lets you know when things are getting out of hand.
Certain jobs like crankcase housings that are oil soaked, can benefit from a higher preheat of around 500 F . A thorough degreasing followed by a 500 deg preheat, can release oil that is trapped. But without a temp gun, its too easy to reach higher temperatures that can change the temper or worse yet, melt the part.
Some random notes on preheating using a rosebud:
A rosebud aka multi flame heating tip needs a lot of flow in order to prevent flashbacks.
You need a big enough acetylene cylinder to use a rosebud tip. Small acetylene tanks dont supply enough flow to safely use a rosebud so make sure to consult your local welding supply and get a tank that matches the size rosebud you use.
When you light a rosebud, you need to crank up the flow at least to the point where all the soot goes away so you have enough flow to keep the tip cooled.
Keep the flame moving over the part you are preheating.
Use a temp gun, or temp stick crayon to know when you reach an adequate temperature..and to avoid getting the part too hot.
More Spool Gun thoughts...
Push dont pull when mig welding aluminum with a spool gun.
The Hobart Ironman 230 really surprised me being able to handle aluminum this thick
Between the 2 fixtures I welded, I used 4 one lb spools of wire but was still using the same contact tip. WOW! thats never happened for me before with any spool gun.
Use a longer stickout than you do for steel.
The Hobart recommended settings for wire speed are too high...but a pretty good starting point. ( maybe thats why I didnt burn up any tips)
see more videos on welding aluminum
Home Page








The Real and Original TIG Finger® and XL model



 Subscribe To This Site
Subscribe To This Site

