
Are 7018 rods Low Hydrogen rods? and do they need to be kept in a Rod Oven?

7018 rods are engineered to be low hydrogen rods.
Once a can of 7018 rods is opened, the rods need to be kept in a Rod oven in order to preserve the low hydrogen characteristics.
So once a low hydrogen electrode is exposed to air, and not in a rod oven, there are only a few hours before that electrode is no longer a low hydrogen electrode.
click here to see more stick welding videos
Most rods strike better and weld better if they have been kept in a rod oven

But what about applications where a low hydrogen rod is not even required?
Are you any worse off welding with a 7018 that has not been kept in a rod oven than you are using a 7014 rod?
I dont think so.
Using a 7018 rod that has not been stored in a rod oven is no worse than using a 6010, 6013, or 7014 rod.
I like 7018 rods. I can see and distinguish the puddle better than I can on 6013 or 7014 rods.
So I dont hesitate to use 7018 anywhere I would use the those other rods...even if those 7018 were left out for days, weeks, or months.
But if I am doing critical work or welding that needs to comply with structural welding codes like AWS D1.1, I use 7018 rods that are fresh out of the can or kept in a rod oven.
Hobart 7018 rods from Tractor Supply vs Lincon Excalibur
I am not really sure if the 7018 electrodes that Tractor Supply sells is the same as you get in your local welding supply store but that is all I had so I decided to test them against some Lincoln Excalibur 7018 rods.
I decided to weld some 3f vertical uphill lap joints using 3/32" diameter rods because that is a fairly common joint done in welding school curriculum.
And since 1/4" thick steel can be done using either single pass fillet welds or multi pass welds, I decided to do both and also cut and etch specimens to try to learn something along the way.
Cut and etch tests are underrated.
they reveal so much.
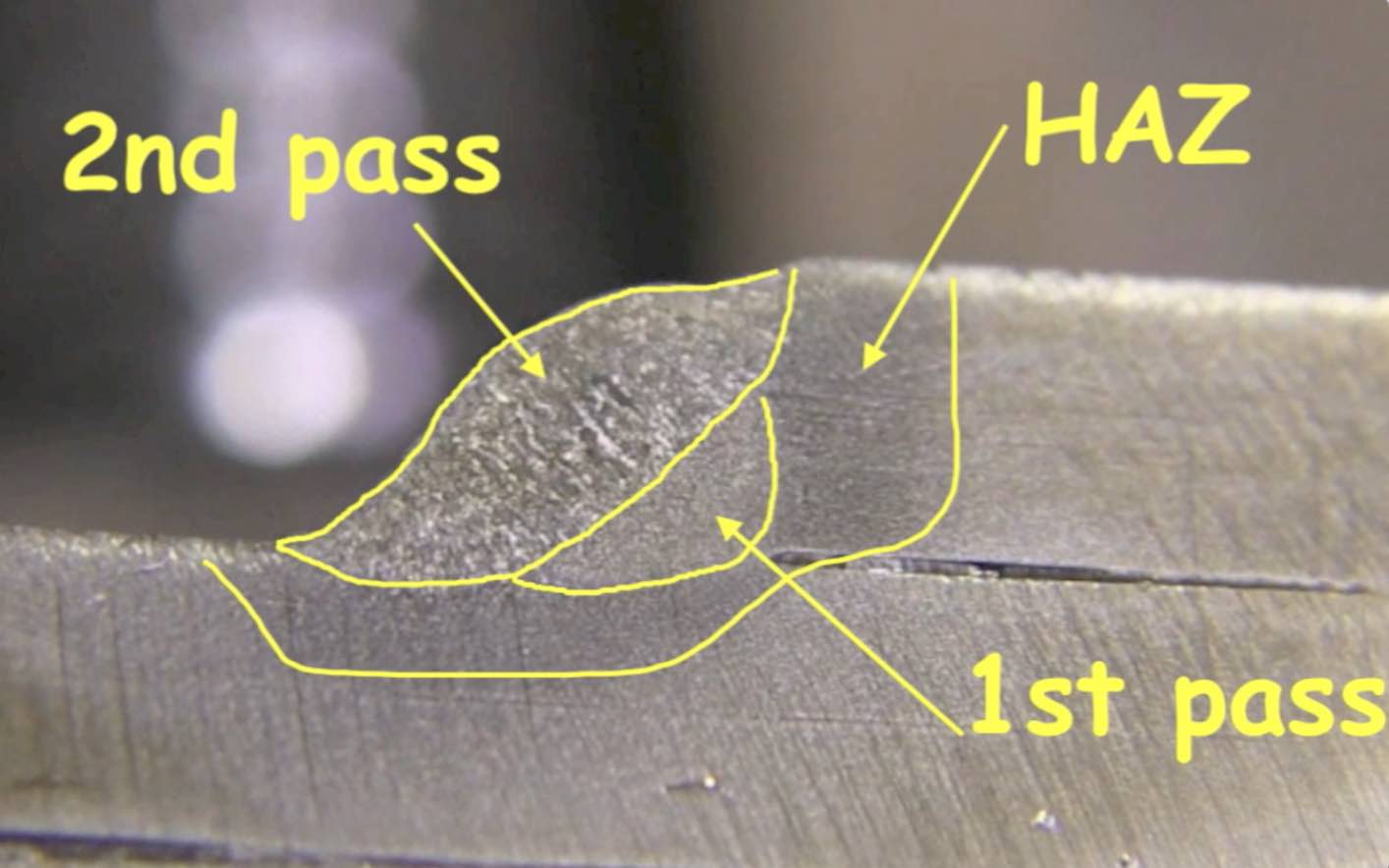
Not only can you see penetration or lack of penetration, but sometimes you can see other things like multi passes, or heat affected zone.
Notice the different features revealed in this multi pass vertical uphill weld done with Hobart 7018.

Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




