AHP Alpha Tig Settings for Aluminum



Before I send this AHP Alpha Tig welder off to the winner of the giveaway, I filmed some more tig beads on aluminum and tried to dial in some sweet spot settings on 1/4" thick aluminum.
Visit my online store at weldmonger.com
I cut several pieces of 1/4" (6.1mm) thick aluminum using the Evo dry cut saw.
I like to use Irish Spring bar soap for lubricant because it smells good...and because it seems to rinse off easily.
After the cutting was done, I used some Aluminum Cleaner and scotch brite to get the pieces nice and clean. (I plan on using these pieces to test advanced settings like wave forms, pulse, frequency, ac balance, and more)
Starting Settings
- AC Frequency set to 70 ( I like lower frequencies for thicker aluminum)
- AC balance set to 30 ...on this machine that means 30%ep
- Amperage set to max and using the foot pedal
- #6 gas lens cup with 12-15 cfh argon
- 2.4mm (3/32") 2% lanth electrode
- 2.4mm (3/32") 4043 filler rod
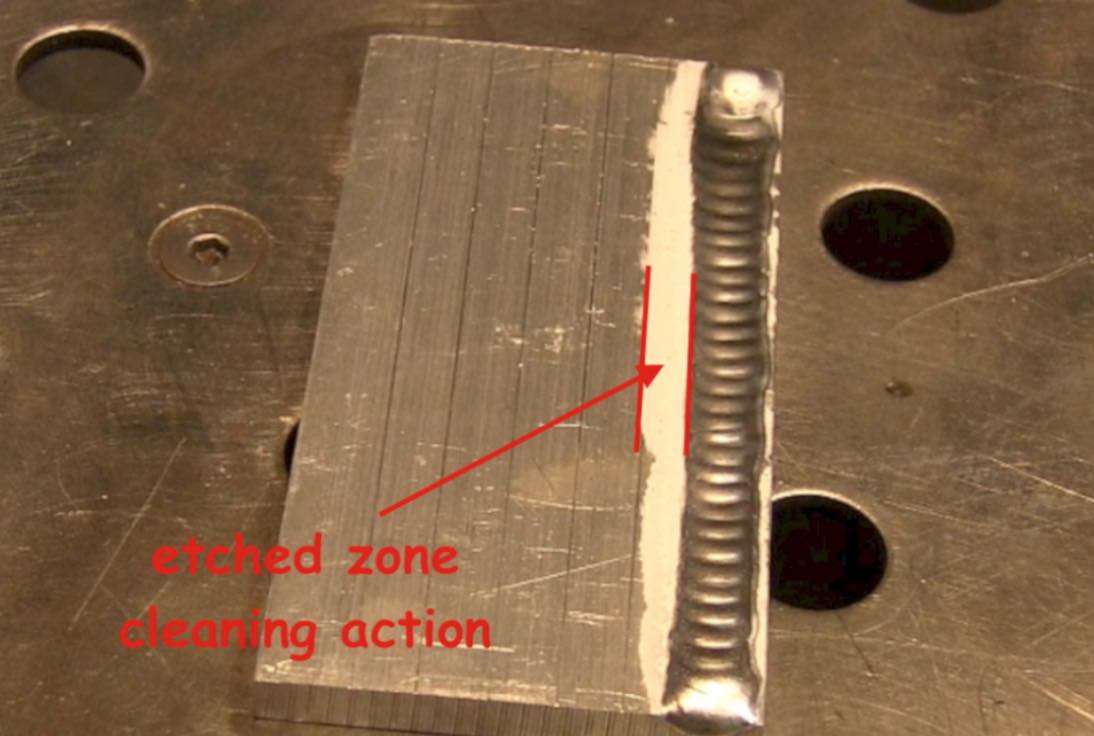
These settings worked pretty well but there was a lot more cleaning action than was needed so I made a few minor adjustments.
- AC Frequency set to 80
- AC balance set to 20-25
- Amperage set to max and using the foot pedal
- #6 gas lens cup with 12-15 cfh argon
- 2.4mm (3/32") 2% lanth electrode
- 2.4mm (3/32") 4043 filler rod

These settings seemed to provide better puddle control and the electrode didnt ball up as much due to the lower cleaning setting on ac balance.
Previous Welding done with the AHP Alpha Tig

The first job I did with the AHP Alpha Tig welder was some carbon steel parts that I could set up on my turntable.
The welder did a good job but the #17 air cooled torch got really hot.
Thats because its a 150 amp torch and I was pushing it on back to back welds at 180 amps.
Settings for tig welding 1/8" (3.2mm) thick aluminum angle
The settings I used for 1/8" thick aluminum were slightly different from what I liked for the thicker aluminum.
Higher frequency settings seem to work better for me on 1/8" and thinner.
- AC Frequency set to 120
- AC balance set to 20-25
- Amperage set to max and using the foot pedal
- #6 gas lens cup with 12-15 cfh argon
- 2.4mm (3/32") 2% lanth electrode
- 2.4mm (3/32") 4043 filler rod

Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




