
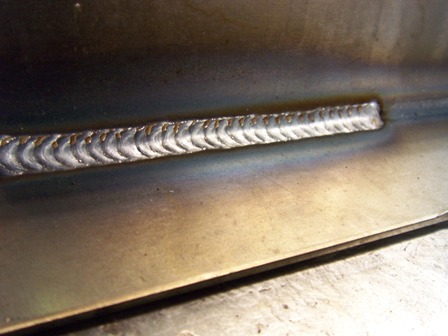
GMAW-S 3G Test Plate with downhill Root
scroll down for videos


Did you know?..
There are over 800 videos over at welderskills.com from beginner stick welding to advanced TIG... to down and dirty repair videos on farm equipment...to 6G Pipe certification test videos.
Whether you are a student working on passing a welding test, hobbyist, or a working welder who wants to sharpen up, I want to encourage you to take the free 7 day test drive and get access to all the courses and over 800 videos.
Get in there and lets all get better together.
Its easy to sign up…and even easier to cancel with no hoops to jump thru.
Invest in yourself,
See you in there.
Jody
 |
 |
 |
see the same plate welded with an uphill root
watch more mig welding videos
- HOME
- MIG WELDING
- Gmaw-s
This Video shows Tips and Techniques for passing a 3g GMAW-S plate test.
Common terminology for this process here in the states is "short circuit mig" and "wire welding". Other countries call it MAG welding.
The term MIG that is still in wide usage today originally stood for "Metal Inert Gas".
Since the process has evolved and now uses active gas mixed with inert gas, some countries have adopted the more correct term MAG "Metal Active Gas".


GMAW-S is the American Welding Society Abbreviation for Gas Metal Arc Welding in the Short Circuit transfer mode.
Short circuit transfer is a mode of GMAW where metal is transferred into the puddle by directly melting wire as it short circuits up to 200 times per second.
These arc and short circuit cycles happen so fast that it takes a high speed camera to see each cycle.
The bacon frying sound you here is the rapid arcing that happens.
There are also other modes of GMAW or MIG welding.
Mainly Spray transfer and a variation of spray transfer that uses pulse.
Short circuit is generally used for fairly light fabrication where out of posiion welding and round parts are welded in a fixed position.
Spray transfer lends itself to manufacturing and production welding.
Pulsed Spray allows for welding in all positions .
There is also globular transfer but in my personal work experence globular transfer is used much less frequently than others.
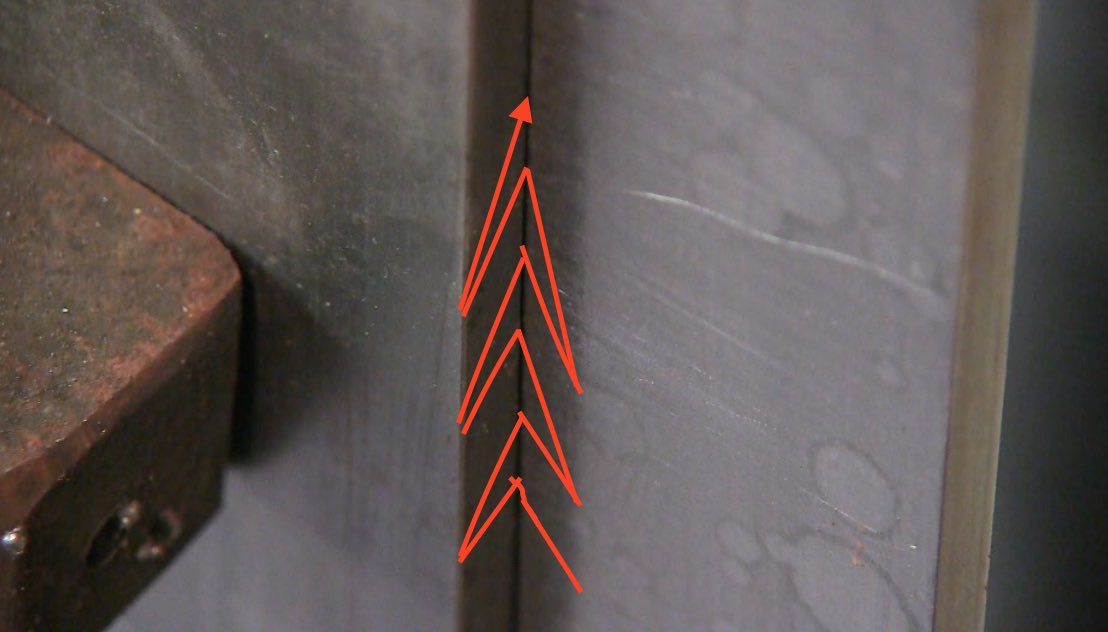
Prep and joint details
The. material is A36 steel
Thickness is 3/8" .375" (14mm)
pieces are beveled to 30 degrees providing a 60 deg included angle
Gap is a tight 5/32" with zero land
C25 gas (75/25 ar/co2) 20-25 cfh ( flow rate will vary with nozzle size)
.035" ER70S-6 wire
Root pass settings and techniques
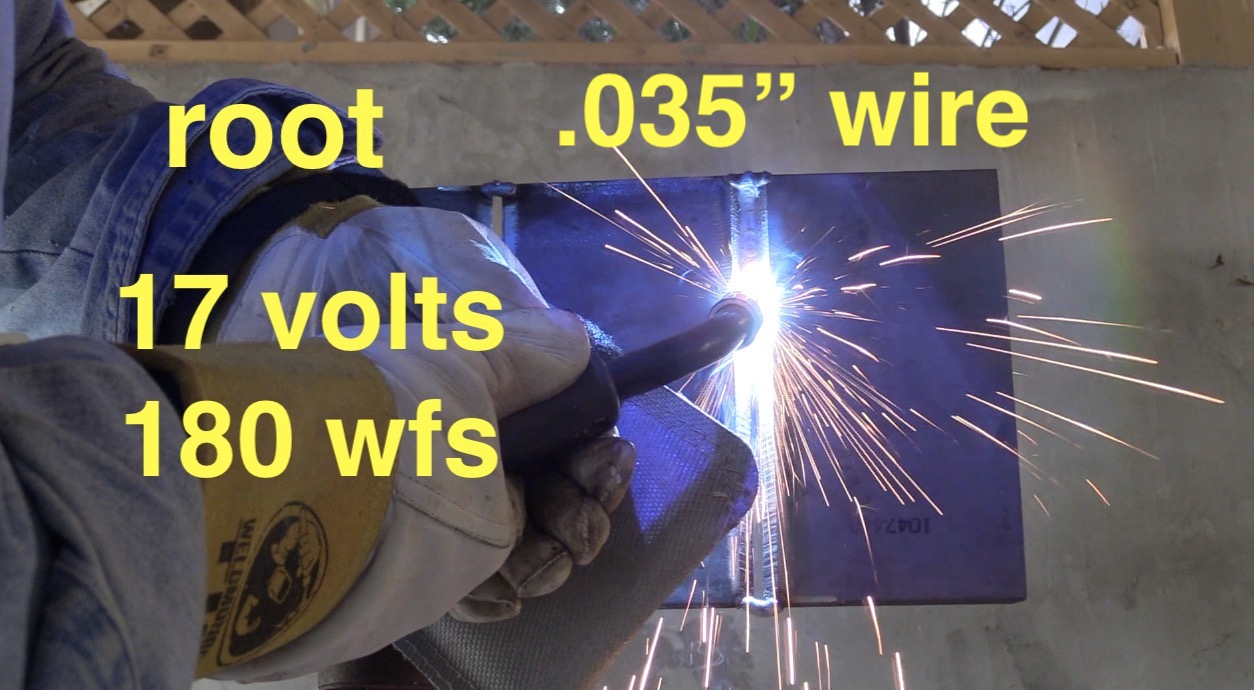
Settings for the Root pass were 17 volts and 180 inches per minute on wire speed.
I tilted the mig gun back quite a bit so that I could aim the tip of the wire right at the front edge of the puddle...and I tride to keep the arc right on the front while wiggling the gun slightly from side to side.
In gmaw welding there is something called CTWD.
It stands for "contact tip to work distance"
Another term that is very similar to CTWD is "stickout"
The length of stickout affects amperage.
Too long a stickout on the root and amperage drops and you can also lose shielding.
But too short a stickout can cause a blowout if your settings are off a bit.
I tried to keep my stickout consistent throughout the root pass so that the root penetration would be consistent.
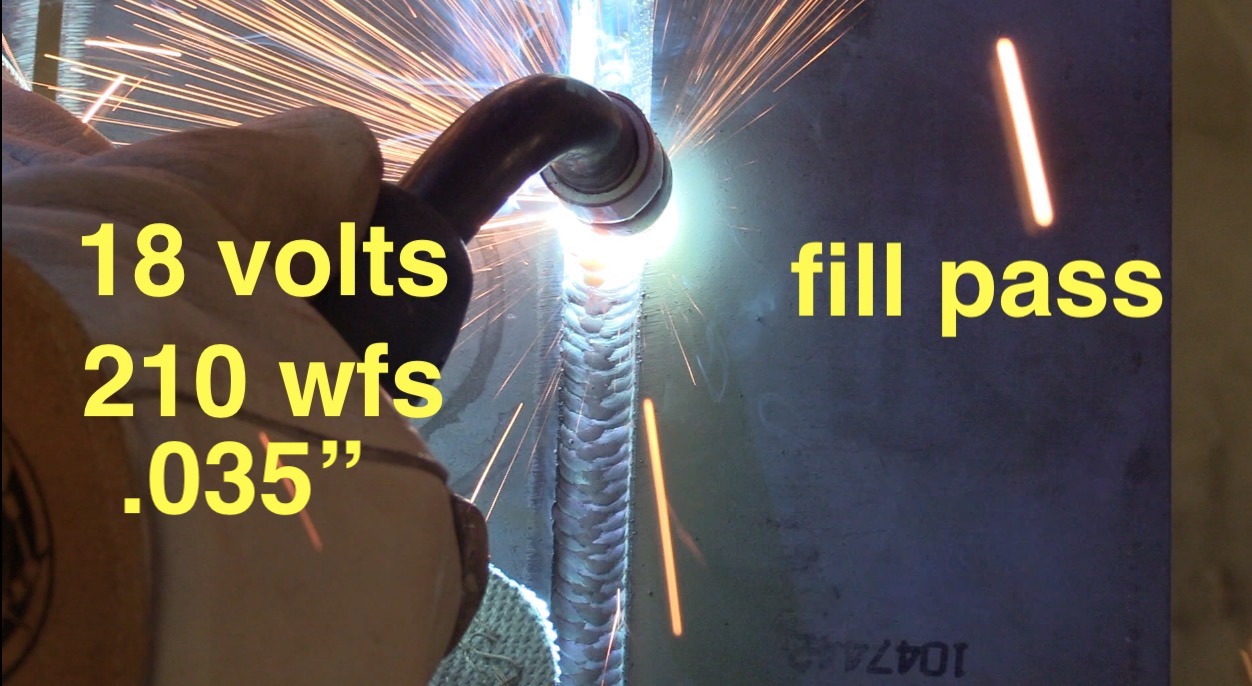
Fill pass settings
I chose to weld this test plate in 3 total passes.
Root, Fill, and Cover pass.
Settings for the Fill pass were 18 volts and 210 wire speed.
After the Root was welded, I wire brushed and immediately welded the fill pass without cooling.
I tried to stop short of filling the groove by 1/16" (1.6mm) on each plate edge.
I used a technique that sort of resembles a rainbow as I moved the arc from side to side pausing for a moment on the toes.
Cover pass settings
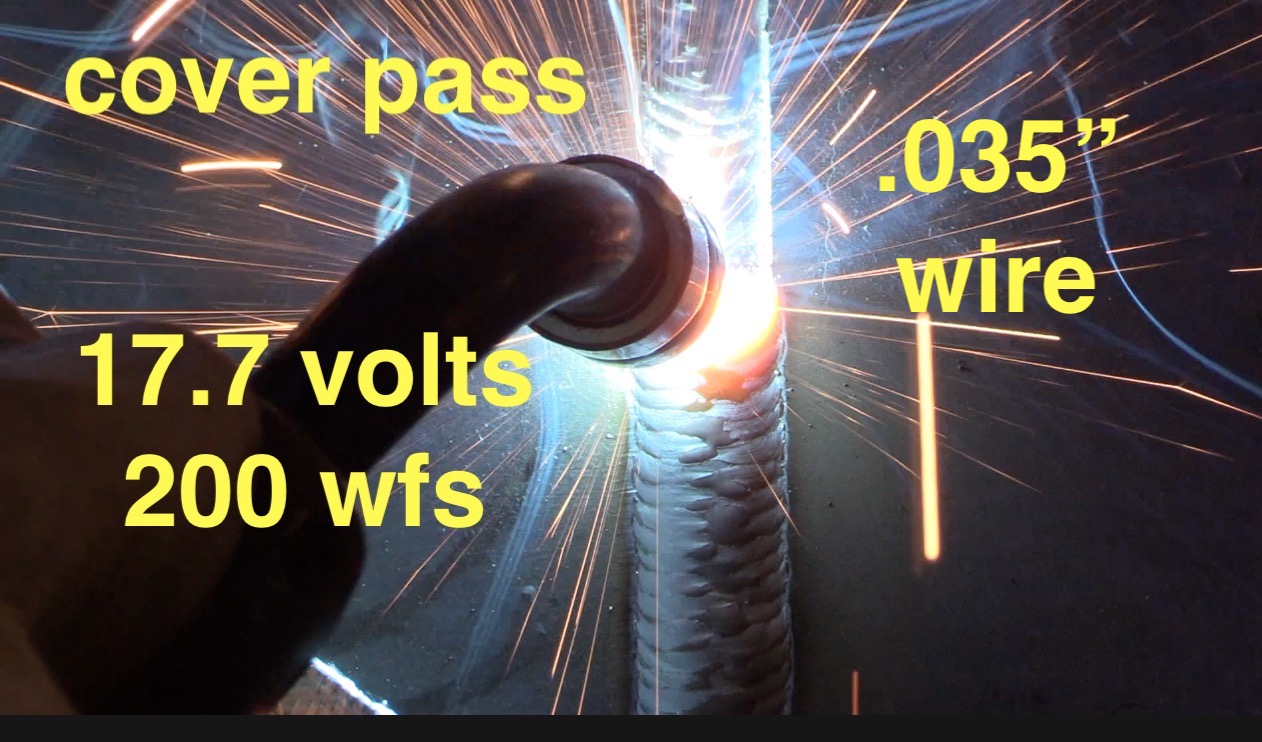
I let the piece cool down do around 150f before the cover pass.
I used 17.7 volts and 200 ipm for the cover pass and tried to overlap edges by only 1/16" (1.6mm)
Cut and Etch Test

A cut and etch test done immediately after welding can be a very valuable education tool.
seeing an arc and puddle and then immediately seeing a cross section of that area can either show need for changing settings or technique
...or it can verify that technque and settings were good.
Because "One test is worth a hundred opinions"
You might like these
Vertical Uphill Welding Technique
A Video Explaining a Vertical Uphill Welding Technique
The Hobart Trek 180 - The First Cordless Welder with Balls
The Hobart Trek 180 plugs into 115 volt or runs cordless

Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




