
Tig Welding Steel clamps
...Introducing the New WeldMonger Challenger TIG kit that includes the most frequently used Cups.



In this video, I am tig welding steel clamps that will be used to hold a magnetic base for a dial indicator.
The main goal for a project like this is flatness.
Thats why I have them clamped down to the table while I weld.
Strength of the welds is not really a big factor on this part because its only function will be to hold a 5 lb magnectic base and dial caliper.
For tack welding outside corner joints on steel, and stainless seel, I often use about 1.5 to 2 times the normal welding amps so for this job, that meant about 200 amps.
a word of caution....practice on scrap metal first so you will get accustomed to exactly how quick you need to be with the foot pedal or torch switch to avoid blowing holes...also, its a good idea to pre purge...have the shielding gas flowing before you light up so you wont get a surge of gas while you are getting 200 amps all at once.
Now its generally a good idea to weld carbon steel with er70s-2 but a job like this could also be done using 309 ss filler wire.
309 ss tig rods melt at a slightly lower temp than er70s-2 and also have a lower thermal conductivity than carbon steel... therefore 309 requires a few less amps to melt and can provide for a little bit less distortion when welding carbon steel....sometimes. if you hold your mouth right.
Dont get me wrong, I am not saying its fine to use 309 indiscriminately on carbon steel. Plus, 309 is much more expensive than er70s-2 wire and the final weld can be unpredictable because it is a mixture of carbon steel and stainless steel.
Like a guy said on a welding forum about using 309 on 4130 chromoly.
"Why would you want to do that? Only baby Jesus or a metallurgist knows whats in that weld!"
Another option for a job like this would be "tig brazing" using silicon bronze filler rod.
In my situation, the blueprint did not specify filler metal type or a welding code to follow but the print did specify a black oxide finish was to be applied before delivering to customer, I chose er70s-2 so that welds would blacken along with base metal.
see more tig welding videos
You might like these
Tig Welding Videos
Short and free Tig Welding videos - Welding Stainless, Aluminum, Steel, and more
Tig Welding 4130 Tubing
Tig Welding 4130 Tubing with E70S2 rod. Because it Works
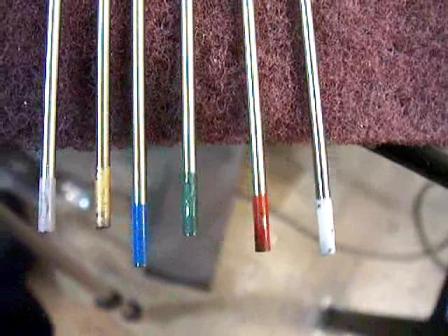
Tungsten Electrodes for GTAW
Case Study and Video of Gas Tungsten Arc Welding GTAW Tungsten Electrodes - thoriated vs ceriated vs lanthanated vs pure vs zirconiated










The Real and Original TIG Finger® and XL model


