
Tig Welding Steel - Mold Repair
You might like these
Tig Welding Videos
Short and free Tig Welding videos - Welding Stainless, Aluminum, Steel, and more
Tig Welding 4130 Tubing
Tig Welding 4130 Tubing with E70S2 rod. Because it Works
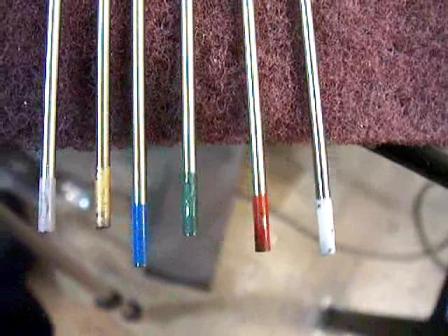
Tungsten Electrodes for GTAW
Case Study and Video of Gas Tungsten Arc Welding GTAW Tungsten Electrodes - thoriated vs ceriated vs lanthanated vs pure vs zirconiated

...Introducing the New WeldMonger Challenger TIG kit that includes the most frequently used Cups.



I have a Tig welding video for you this week.
Its a job I had to do on a Sunday because the parts needed to be delivered to the customer ready for use on Monday.
That seems to happen a lot.
The parts that need welding are molds for some type of rubber cylinder and they are very crude molds that have guide 4 guide rods and get heated up and placed in a press to squeeze rubber into some type of cylinder that then gets a final grind/machine step...and that is about all I know.
grab a Tig Finger now by clicking here

I have done weld repairs on quite a few injection molds with complicated cooling cavities and injection ports, but these are very crude and are also very banged up. But the customer does not want the banged up areas fixed so ...whatever.
I am just welding new blocks on the ends where the guide rods go.
Now what was supposed to happen was the 1020 carbon steel blocks were supposed to be chamfered and then welded but the holes were supposed to be drilled last. That way they would be precise because they would be drilled on a CNC mill.
Guess what? I got the blocs with holes already drilled so they now its important for me to do the best I can in locating them. I found out there is quite a bit of tolerance so I am not too worried. I didnt have time to make a fixture with guide rods ( didnt have any round stock in my shop in that diameter either).
So I did the best I could using the small fixture point table.
After getting 4 tacks on each part, I tig welded them out using 309 wire.
Like I mentioned in the video, there was leftover weld metal on the molds and some of it was mig, and some was previously tig welded with stainless wire.
I didnt need any extra problems so I decided to use 309 tig rod...glad I did too....no cracks, no porosity...
I use 309 a lot for tig repairs where I dont know exactly what I am dealing with. 312 is even better for things like high carbon steel or dissimilar metal combinations of unknown origin.
Its best to know what type of metal you are welding but it simply is not always possible. Sometimes all you can do is spark test with a grinder, use a magnet, and go with it.
In this case, the machinist had done several of these repairs in the past and had even made some of these molds from scratch so we had a good idea that the carbon steel was plain 1020 steel. But they had been welded by someone else and it was pretty obvious some of it was stainless.
Going back over stainless with er70 type filler rod is not as likely to work as using 309 tig welding rod.
more tig welding videos
grab a Tig Finger now by clicking here









The Real and Original TIG Finger® and XL model


