
Tungsten Electrode Tips for welding thin metal


Great prices on quality tungsten at Weldmonger.com
What is the thinnest metal you weld with a 3/32" (2.4mm) tungsten electrode?
That is one of the questions on a Survey by Lincoln Electric.
And so...it makes sense that is one of the topics in this video.
Even though tungsten electrode charts often list the range for a 3/32" (2.4mm) 2% lanthanated, ceriated, or thoriated electrode at around 150-250 amps, plenty of welders have used them at much lower amperages without issues.
Is it ok to use a 3/32" tungsten on really thin sheet metal?
The main 2 issues of using an electrode that is a bit large are...
- arc starts
- arc-wandering
You can definitely minimize both of these by the way you prepare the tungsten.
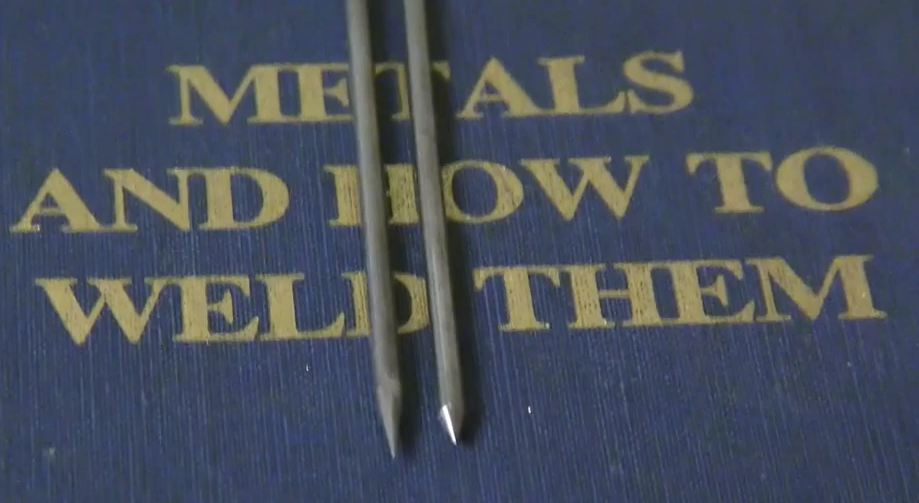
TIG welding thin sheet metal with a 3/32" (2.4mm) tungsten electrode
This might be obvious to you but for tig welding really thin metal, its best to taper the electrode like a needle for the best and most crisp arc starts.
(less of a taper can help with a smaller bead if arc starts are not your main concern)
You also definitely dont want any grinding marks running sideways.
( for welding at high amps, those sideways scratches dont make that much difference)
And,
it also helps to use as fine a grit disc, diamond wheel, or sanding
belt as you have. dont go rougher than 80 grit, and 240 is even better.
Rough scratches running sideways are the worst. The arc will try to jump of one of the scratches instead of the tip of the tungsten.
sideways grinding marks are not nearly as much of a problem on thicker metal because
- you can start at a high amperage and get a crisp start
- For applications like pipe welding using a scratch start tig setup, start amperage is welding amperage. So a lot of pipe welders use a 1/8" electrode even for amperages around 100 amps.
On thinner metal you are often better off using a smaller diameter electrode....
But as we all know, its not a perfect world and sometimes you just dont have a smaller electrode.
So this video should help in giving a few tips on tig welding thin metal using a 3/32" (2.4mm) tungsten.
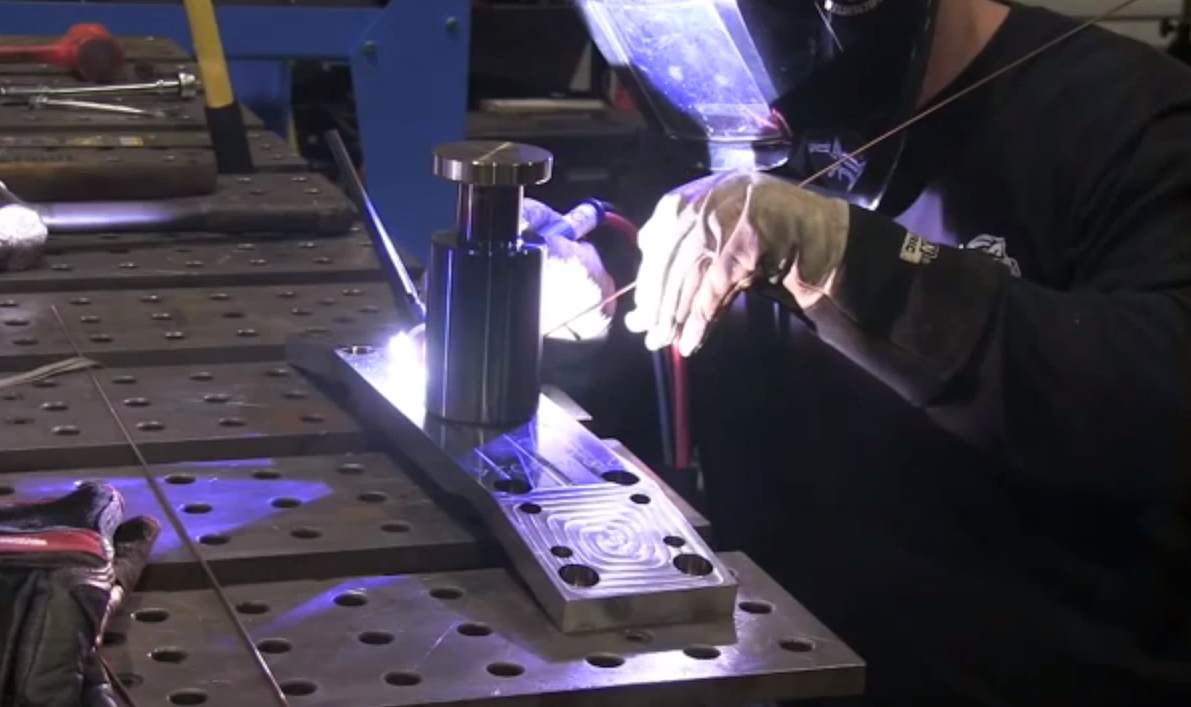
Another thing that helps arc starts is using a piece of copper or aluminum as backing

Copper and Aluminum both work well as backing material that not only provides a heat sink, but also serves to trap argon shielding gas that helps shield the back side...or the penetration side.
Without some type of backing or argon gas, stainless steels will suffer severe oxidation called "sugaring" or "granulation".
But with copper or aluminum backing, results are much better....almost as good as using argon on the back side.
But even if you cant get copper on the back side, simply taping or clamping a piece of copper right next to where you need to strike your arc will help you avoid any poor starts or arc wandering.
You just light up on the copper at low amps and increase amperage until the arc jumps off the point...and then move your arc where you want it.
This is a tip that also works well if all you have is a scratch start tig welder. In fact, a piece of copper located next to the end of the weld can also help serve as a way to end the arc without leaving defects.
see more tig welding videos

Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




