
Gravy Tig Welding part 1
...Introducing the New WeldMonger Challenger TIG kit that includes the most frequently used Cups.



I do a lot of tig welding for machine shops and every now and then I get a real gravy job.
Today, I have about 50 parts to weld and since they are round parts, i can do them on my turntable.
The welding spec on these parts is stated on the drawing as"
"Weld parts per standard shop practice"
So thats cool because it lets me experiment and learn something.
You might like these
Tig Welding Videos
Short and free Tig Welding videos - Welding Stainless, Aluminum, Steel, and more
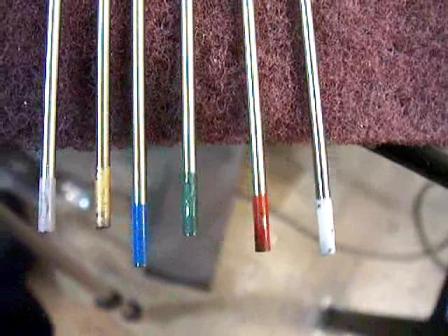
Tungsten Electrodes for GTAW
Case Study and Video of Gas Tungsten Arc Welding GTAW Tungsten Electrodes - thoriated vs ceriated vs lanthanated vs pure vs zirconiated
Welding Stainless Steel-Tig Welding
Here's a tip for Tig welding Stainless steel to any other steel

Sometimes drawings are much more specific and list a welding code or specification like AWS d1.1 .
Here are a few details for this tig welding job:
- 1-7/8" mild steel 1010-1020 tube 0.150" wall thickness
bosses welded in both ends - one boss is beveled to 30 deg for a 60 deg included angle.
- other boss has a flange and is a simple fillet weld

First, I am going to tackle the boss with the bevel.
I experimented first using 140 amps with straight welding current …no pulse…no foot pedal either, just using upslope and downslope to taper amperage at the end of the weld…downslope set to 2.7 seconds.
also, bumped the amps down to 135 using the same lay wire technique.
both welds were sound but I was not crazy with the way they looked.
Next, I used same amps but dipped the rod in and out feeding just a bit of 3/32" er70s2 rod.
Better.
So now it was time to experiment with pulse settings.
I like to mess around with pulse settings…but most of the time, I dont use pulse. I find it to be unnecessary for most of the tig work i do.
but for today's job, pulse settings makes perfect sense.
I have a lot of tig welding to do here and using the turntable along with pulse settings, will be very enjoyable and not as fatiguing as if I were to feed the rod by hand.
After trying a few different pulse settings, I settled in on this:
using 1/8" (3.2mm) er70s2 mostly but also experimented using 3/32 (2.4mm) with pretty good results.
- 190 max amps
- 50% pulse time
- 40% background current
- 1.5 pps ( pulses per second)
stay tuned for part 2 of "gravy tig welding" where I will weld the other boss with the flange.
on that end, I used same pulse settings but increased amperage to 210.
But then I decided to walk the cup at around 185 amps using 1/8" (3.2mm)
and the walking the cup was a blast after not having done it for quite a while.


Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




