
Tig Welding Stainless steel Shafts
You might like these
Tig Welding Videos
Short and free Tig Welding videos - Welding Stainless, Aluminum, Steel, and more
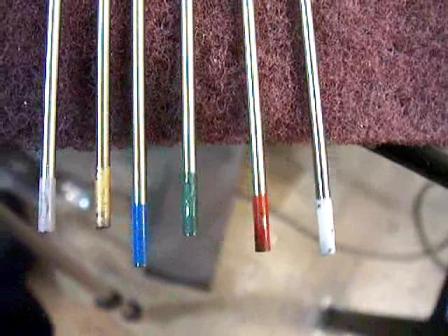
Tungsten Electrodes for GTAW
Case Study and Video of Gas Tungsten Arc Welding GTAW Tungsten Electrodes - thoriated vs ceriated vs lanthanated vs pure vs zirconiated
Welding Stainless Steel-Tig Welding
Here's a tip for Tig welding Stainless steel to any other steel

Tig welding stainless steel shafts should be a breeze.
But sometimes its tough to keep stainless steel from warping.
Why?
Because Stainless steel warps
All the long haired phd words like coefficient of expansion, thermal conductivity, weld metal contractile stresses etc. start making sense when you start trying to keep stainless steel shafts straight and true.



Technically, I guess these parts I am welding today could be called rollers because I think they go on some type of conveyor system but the job shop I am working for calls them shafts so I will too.
Anywho....I had to weld about 5 shafts with different miscut areas.

But all had one thing in common... The CNC lathe lost its mind and cut metal where it was not supposed to.
Some of the miscuts were operator error but that is none of my business. My job is to fix the mistakes so that the job shop owner does not have to eat the mistakes.
Most of the repairs were fairly easy..just time consuming. Except for the fact that it just hit 90 degrees and the shop is not air conditioned. And because I was Tig welding stainless, I had to shut the roll up door which was providing a breeze. Believe me , I tried welding with the door open, but it was too much wind and I got tired of grinding out crapped up weld areas when the wind would blow my shielding gas away.
Only one of these repairs was really tedious. That is because it was a deep gouge in the middle of the shaft. I knew it was going to warp before I even struck an arc....But I also knew I could get it back pretty straight by doing a bit of "dry washing". Dry washing simply means using the tig torch to melt areas without adding any filler rod.
Dry washing does add a certain amount stress to a weld and it is not permitted for certain code work but I am not doing code work today. I am just trying to save a part from scrap.
By setting up a machinists magnetic base dial indicator, I was able to dry wash here and there and get the shaft back to an acceptable level of straightness, which was within about 5-7 thousands of an inch...plenty close enough to chuck back up in the lathe and machine off another .020" for a finish cut.
See more Tig welding stainless videos

Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




