Take advantage of our Free Welding Guides loaded with Video links

7024 Welding Rods

7024 welding rods can be pretty great.
So When exactly would you use 7024 stick rods anyway?
- A wedge on a log splitter?
- Base for an anvil?
- mounting flange for a light pole?
- or wherever you need a big weld that can be done in flat or horizontal position.
Remember before you start ...that the "2" in 7024 welding rods indicates that this is NOT an all position rod.
7024 welding rods are only designed to be used in flat and horizontal positions.
That is because the puddle is big and hot and the flux causes the molten metal to solidify rather slowly.
I mentioned in the video that I have heard tell that some welding instructors use 7024 rods to humble cocky students.
Thats because it is extremely difficult to weld overhead with a 7024 rod without blobs of molten metal falling on you....some instructors have allowed their "know it all" cocky students to weld overhead with it.
After a day or two of dodging huge balls of fire, a kinder, humbler, more receptive student emerges who is keen to listen to instruction.
Not saying its right. I just heard it thru the grape vine.
Anyway, here are a few good things about 7024 welding rods...
- dont require a rod oven
- lay down lots of weld metal
- make a smooth weld and slag comes off easily (usually)
fairly cheap
just to be fair, here are a few drawbacks to welding with 7024 rods
- not widely specified in code books ( not a low hydrogen rod)
- only good for flat and horizontal positions
- high heat input ...and that is not always desirable
If given a choice, I would opt for 7018 like 10 times out of 10. I like the way 7018 rods weld. They are the industry standard for coded welds, The puddle is much easier to distinguish, 7018 is an all position rod, and slag inclusions are less likely due to the lighter flux coating as compared to 7024 rods.
And if given a choice as to the type of 7018 rod, I really like the Lincoln Excalibur rods.
What about the Cheap 7024 welding rods on Amazon?
Blue Demon is a brand of 7024 rods that is offered on Amazon in 5 lb packs. That is the only reason I ordered that particular brand.
When I was thinking about doing this video, I knew I didnt have any 7024 rods and probably and wanted to order just a few pounds. So I ordered the Blue Demon rods online.
I guess they worked OK but not as well as some others I have used.
7024 rods are generally intended to be used on either AC or DCEP, or DCEN.
Even though I have always preferred AC for 7024 rods, I still expect them to weld OK on DCEP .
These Blue Demon 7024 rods would not perform at all on DC at 150 amps
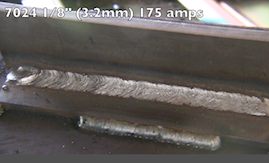
On AC at 175 amps, Things got better.
Even
though the flux swirled around and tried to interfere with the puddle, a
fairly tight arc and lots of rod angle kept the flux pushed back behind
the arc well enough. I even cranked up the amps to 185 but things
actually got worse at that amperage and the stub was glowing red
...usually a sign you are set too hot.
Like I said earlier, I prefer 7018 to 7024 but...
If I only had an AC machine and had to weld
something thick where multiple passes of weld metal were needed, 7024
rods using an AC machine would rank right up there ....especially if I
did not have a rod oven.
see more stick welding videos like this
For Stick welding, there is an acronym that uses the word CLAMS.
Current, Length of ARC, Angle, Manipulation of electrode, and Speed of travel....
That pretty much sums up the things to pay attention to when stick welding

Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




