ESAB Rebel 205 TIG Welding Aluminum

 |
 |
 |
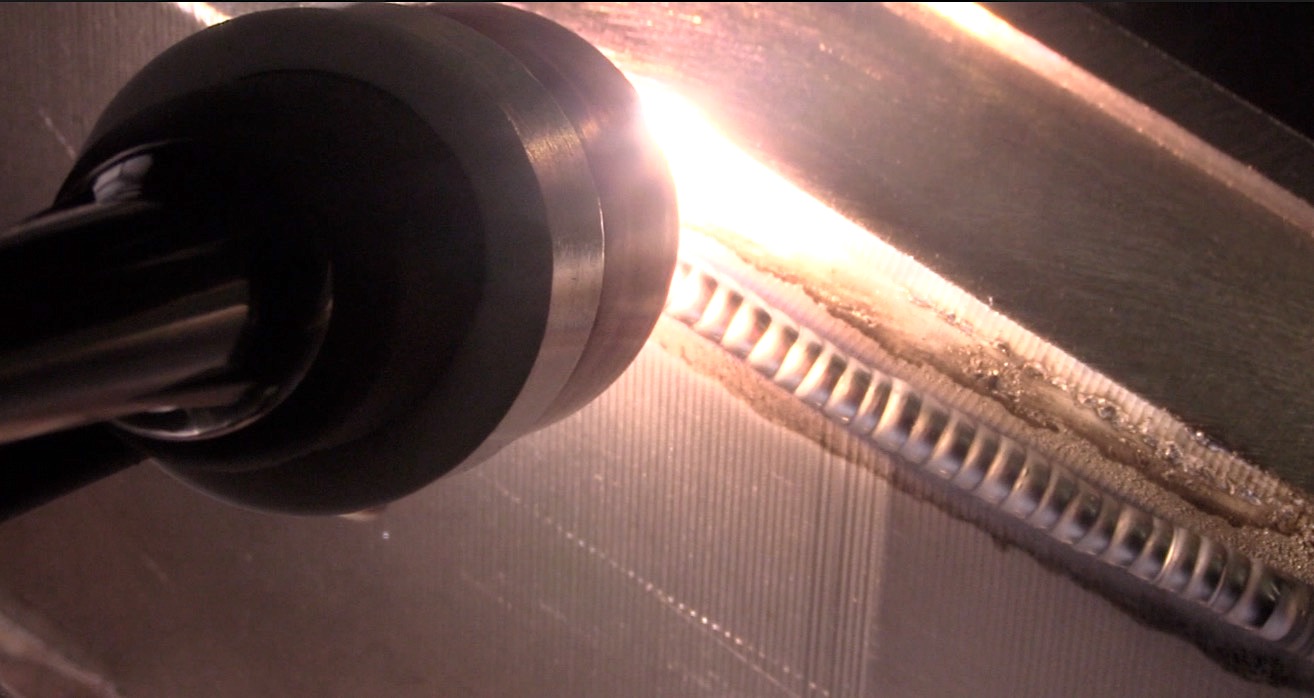
Padding beads with the Esab Rebel 205
In this video, you will see a common dimensional restoration repair where a mismachined area will be restored with weld metal.
This scrap part very much resembled a prototype part that was eventually made from cast aluminum and then final machined.
So even tho this part was not cast aluminum, I deduced to to treat is as if it was cast.
The
point I wanted to make in this video is that while padding aluminum
beads might seem like a boring waste of time when you are learning to
tig weld,
Padding beads is a valuable skill to have because the build up repair on this mis-machined part is basically an exercise in padding beads.
Its almost exactly the same.
I call it “the aluminum drill”. You can see the full video here.

Let the cleaning action work for you.
The Esab Rebel 205 has some advanced features like "offset" but I kept it simple for this repair and just set the AC frequency to 77hz and ...
I set the AC balance to 65%.
that is slightly more cleaning action than I would normally use but I am after a clean shiny puddle in order to get a porosity free weld.
You will notice that I let the cleaning action of the AC arc dance around for quite a while before I actually created a puddle .
The reason for this to remove surface contamination as well as cook out anything hiding immediately below the surface.
And for a thick part like this, It helps in soaking heat into the part.
I have found that letting the cleaning action work for a few seconds can really help with aluminum castings.
What is the best filler metal for tig welding cast aluminum?
There are several choices and if there is a weld procedure or an overhaul manual repair reference, the filler metal should be specified.
But there are times when you might be responsible for choosing the best filler metal.
Here is a resource for you that I think will help.
this a a link to a aluminum filler metal chart.
Generally speaking , the most common aluminum castings are a356 alloy and other similar alloys like a355 and a357.
These are all alloyed with Silicon at percentages of around 5 to 7%.
I like to use 4047 aluminum filler metal for these type of castings.
4047 has 12% silicon and that lowers the melting point and a lower melting point helps 4047 to wet in nicely.
In fact technically , 4047 is considered a brazing alloy.
But it is routinely used on TIG welding.
I have also found other benefits like less porosity on casting repairs.
a little porosity is not the end of the world on certain repairs but on others its a problem.
Think about a polished aluminum crankcase for a vintage Harley.
Polishing really reveals even tiny porosity so being able to prevent it is a big deal sometimes.
my second choice for this type repair would probably be 4943
4943 is a relatively new filler metal and is similar to 4043 but with better overall properties.
And of course 4043 is usally a pretty solid choice and definitely easier to get ay your local welding supply..

Preheating Aluminum
The Esab Rebel 205 only goes up to 205 amps so preheat was definitely needed.
Even if I was using a larger machine, a preheat would still help.
I didn’t have a oxy fuel torch in my shop for this repair so …
I used a simple handheld propane torch to get the part up to around 150F.
I
could have preheated this part in my wifes oven but sometimes cutting
fluid gives off a bad odor in the house. ( ask me how I know)
I could have used a hot plate....or a weed burner and a gas grill propane tank.
There are lots of ways to preheat a small part...
Bottom
line is preheat really helps on thick aluminum . But remember that preheat
temperatures in excess of 250F can lower the strength of the
heat affected zone near the weld.
Travel speed and porosity
Travel speed definitely affects porosity.
Fast travel speeds dont allow for outgassing of impurities.
So
for aluminum castings, that first layer of beads can benefit from a
slow travel speed to allow for crap to outgas as the puddle solidifies.
4047 helps too because it solidifies slower than some other filler metals.
Padding Beads and feeding wire

Feeding the wire
Padding aluminum beads is one of the best ways to improve your wire feeding hand skills.
tig welding aluminum requires a lot more rod feeding than most other metals.
In addition to this, aluminum does not require much wire brushing in between beads.
That
makes the “aluminum drill” a great skill exercise for developing your
rod feeding skills, and your ability to read a puddle.
So can you see how practicing the Aluminum Drill can help your overall tig welding skills?
Still skeptical?
try it and see.

Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




