Take advantage of our Free Welding Guides loaded with Video links

MIG Welding Settings Hack for Uphill short circuit with C25 gas

- HOME
- WELDER SETTINGS
- Mig Welder Settings
- Mig Welding Settings
Our Weldmonger® Hybrid TIG/MIG gloves are both comfy and durable. Go here to buy

Mig Welding Settings Charts and Calculators
Most every modern mig welding machine these days has a mig welding settings chart on the inside of the wire feed door.
And there are also online mig settings calculators that are based off the mig welding settings charts.
These are all pretty handy and can save you a bit of time getting you right in the ball park on some settings that work.
Usually, they are just ball park settings. But they are usually better than guessing.
Problem is....those recommended chart settings only work for flat and horizontal fillet welds.
Once you start welding uphill, the mig settings chart falls apart quick.
So here is a simple hack for uphill mig welding settings...
Just select settings for one or two metal thickness less than what you are welding.
The recommended settings for 1/4" thick steel and .030" er70s6 wire with C25 gas were 20.9 voltage and 456 ipm wire feed speed.
That worked out pretty ok for the 2F tee joint.
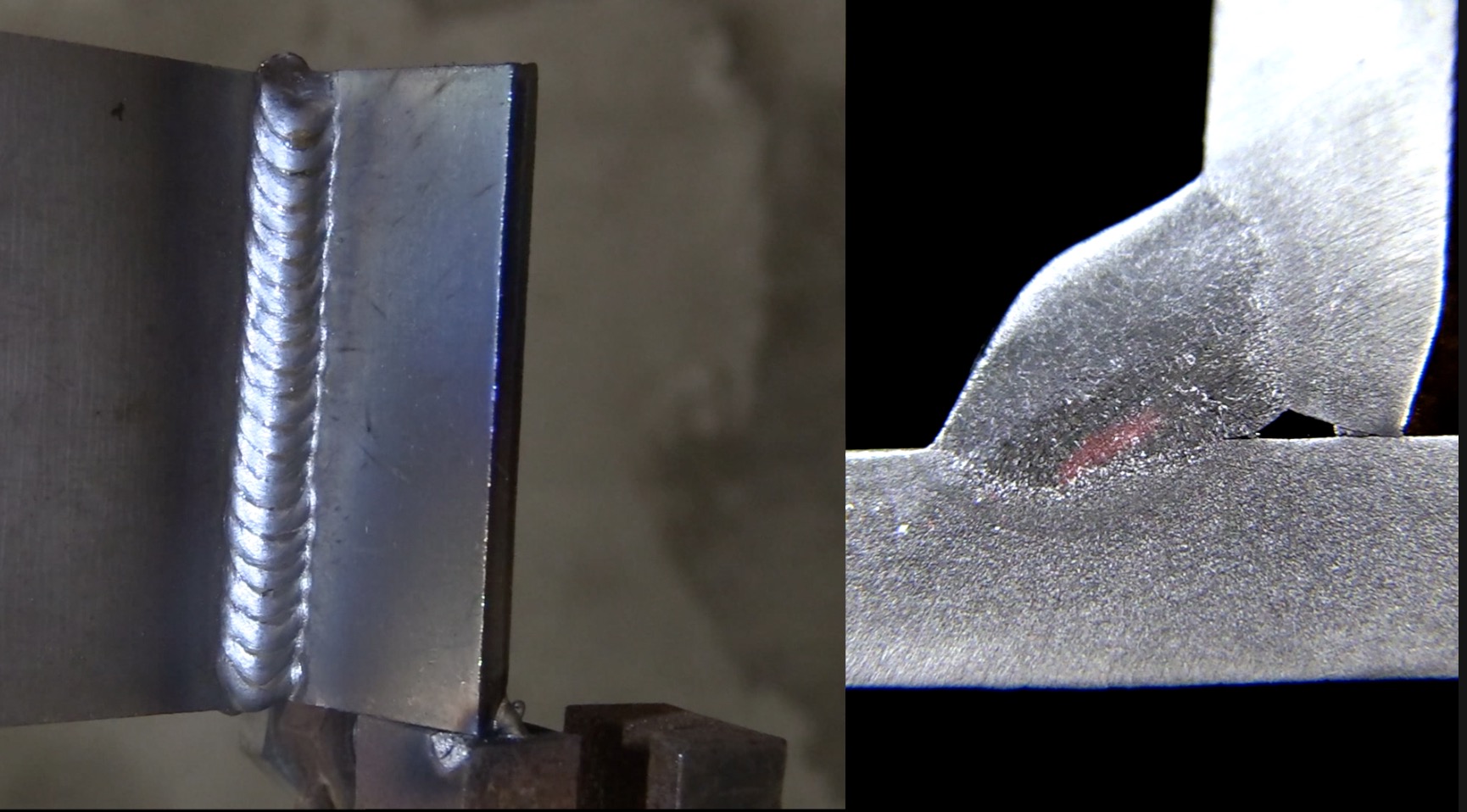
But those same settings were way too hot to handle for vertical uphill welding on the same thickness fillet weld tee joint.
So I just referred to the mig settings chart and used the settings for 1/8" thick steel instead of 1/4".
..and I also bumped the voltage up to 17.9 so that the puddle would wet in better.
The settings for 3/16" worked fairly well too but were just a kinda hot and the weld crowned more than I like.

Why didn't I just weld downhill?
Uphill vs downhill is an age old argument when it comes to mig welding.
I think it comes from the fact that Spray Transfer mig and short circuit mig can sometimes be done by the same welding machine.
So someone that did spray mig back in the day assumes all mig vertical mig welding should be done downhill.
But this page and video are about Short Circuit mig and downhill welding on 1/4" thick steel with short circuit mig almost always results in lack of fusion at the root.
Especially on hot rolled steel or if the metal is not perfectly clean.
Is Stick out important?
For short circuit mig welding, stick out is one of the most important factors.
(stick out is also sometimes referred to as CTWD or "contact to work distance") They are not technically the same thing but close
Some mig guns come with nozzle and contact tip setups where the contact tip is recessed back 1/4" or more.
That is not going to help you with short circuit mig welding.
I like flush or slightly protruding.
Depending on the brand machine you are using, you might be able to get a nozzle and tip setup that gets you there but you sometimes have to take matters in your own hands and trim the nozzle.
Snip your wire for better restarts
"I don't always snip my mig wire before a restart, but when I don't, I usually regret it."
~the most interesting man in the world~

primeweld mig 180 plugged into 115 volt power
Mig welding overhead with a primeweld mig 180

Mig Welding vertical Uphill settings
Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




