STICK WELDING 3/8" PLATE OPEN ROOT OVERHEAD 7016 3/32"

- HOME
- WELDER SETTINGS
- Stick Welding Open Root 7016

WELD PROCESS = SMAW, SHIELDED METAL ARC WELDING, STICK WELDING
METAL TYPE = CARBON STEEL
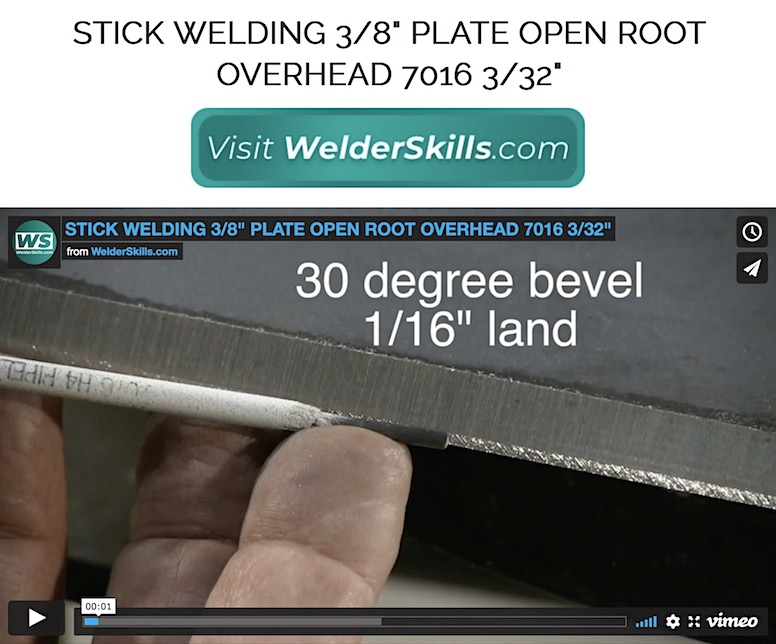
THICKNESS = 3/8"
WELD TYPE = GROOVE OPEN ROOT 30 DEG BEVELS 3/32” GAP 1/16” LAND
JOINT TYPE = BUTT
POSITION = HYBRID VERTICAL OVERHEAD AT 45 DEG FOR PRACTICE
AMPS = 70 AMPS
POLARITY = DCEP
ELECTRODE = 7016 3/32"
ADDITIONAL SETTINGS =
TIPS: SOME PROCEDURES CALL FOR DCEN WITH 7016 WHICH MIGHT ACTUALLY WORK BETTER BUT REGARDLESS WHICH POLARITY WORKS BETTER, FOLLOW THE PROCEDURE
DIFFERENT MANUFACTURERS ELECTRODES REQUIRE SLIGHTLY DIFFERENT AMPERAGE SETTINGS.ANY SUCCESSFUL DEMONSTRATION DISPLAYING AMPERAGE SHOULD GET YOU IN THE BALL PARK.
TWEAK AMPS FROM THAT POINT AND ADJUST ARC CONTROL TO FIT THE SITUATION


Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




