
Stick Welding rods

- HOME
- STICK WELDING
- Stick Welding Rods
- HOME
- STICK WELDING
- Stick Welding Rods
There are lots of different stick welding rods.
Some of the most commonly used stick electrodes in the USA are 6010, 6011, 6013, 7014, and 7018.
In this video, I do some padding beads using all the rods listed above and show some practical applications for each.
On my first day of welding school, The instructor handed me a bunch of 6013 rods and a piece of steel plate and pretty much left me alone after a quick demo.
I am not sure if I tuned out the safety orientation or if I skipped over that part of the lesson, but I honestly didn't know I needed long sleeves.
That is how little I knew about welding on my first day.
That has nothing to do with this weeks video but thinking about 6013 rods gets me to reminiscing.
6013 stick welding rods
I don't really like 6013 rods.
Its just an opinion developed over 40 plus years of welding...
some folks love em.
And lately I have seen a few pics of pipe welds done using 6013 rods from welders in the UK and I am thinking I need to have a more open mind about 6013 rods. ( I have heard that the 6013 stick rods used in the UK are much better than what I have used here in the USA)
I welded with 6013 rods for the first few days of welding school on padding beads and a few laps and tees....but after that, I never used them on a real job again.....Ever.
Why is that?
well, its because here in the USA, 6013 rods are just not used for heavy commercial work.
In fact, mostly all I saw in 13 years of pipe welding were 6010, 7018 and stainless stick rods.
I welded with 11018 rods for a while early on...and once on a paper mill job I welded with some 8018-b2 rods.
But mostly it was 6010 and 7018.
And on the nuclear plants...only 7018. No 6010 at all.

There are a few good things about 6013 stick welding rods.
- Can be used with a simple buzz box AC welder
- can be run on all polarities....DCEN, DCEP, and AC
- Can be used on sheet metal downhill using DCEN
- Slag comes off easily provided you have heat set just right
- 6013 rods come in small 1/16" (1.6mm) and work ok on thin sheet metal
7014 stick welding rods
I prefer 7014 over 6013.
If I need a stick welding rod that does not need to be kept in a rod oven, or a rod that can be run on any polarity, or a rod that puts down about the same size bead as a 7018, then 7014 gets the nod.
7014 rods seem to run just a bit better for me than 6013.
- deposit more weld metal due to more iron powder in flux
- can also be used with a simple AC stick welder
- easier for me to see the puddle
- higher tensile strength
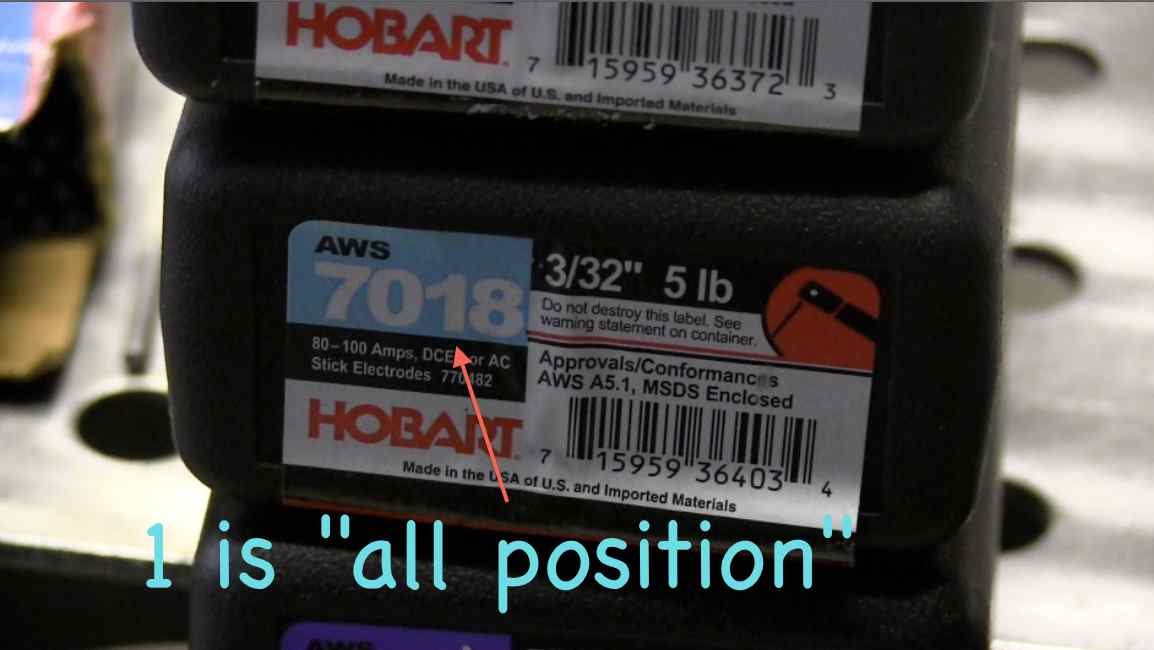
7018 low hydrogen rods
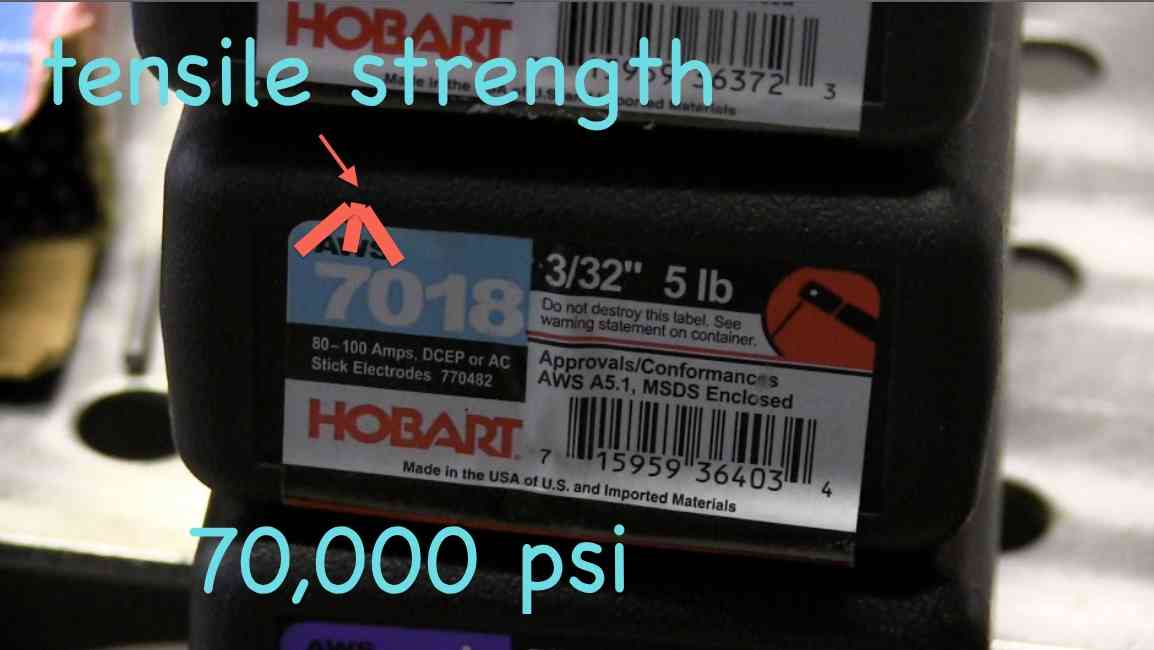

Hydrogen molecules are tiny and are easily absorbed and diffused into the metal being welded.
This can be a big problem on thick steels and/or high strength steels.
Hydrogen gets into the metal and then can create a lot of stress when it combines with other elements.
See this wikipedia article on hydrogen embrittlement
this is the reason for low hydrogen electrodes like 7018.
But 7018 is only low hydrogen if it has been stored properly in a rod oven above 250f. ...or if it is new out of the box.
The only drawbacks to 7018 are hard restarts, occasional porosity on starts, and the need to store in a rod oven.
For general purpose welding around the shop, where code requirements are not part of the equation, I use 7018 rods all the time that are not stored in an oven.
I just really like the way 7018 rods weld.
- easy to distinguish the puddle
- strong ductile weld
- slag comes off easily and very low spatter
6010 and 6011
The primary use for 6010 rods is for root passes in open butt pipe welds.
6010 rods are called fast freeze rods and that is what makes them work for open butt pipe joints.
6011 rods are very much like 6010.
The big difference is that 6010 rods will not weld on AC very well at all.
6011 rods are designed to be used on AC, DCEP, or DCEN.
Both 6010 and 6011 rods are deep penetrating rods and will burn thru rust, paint, etc. But its best to clean all that stuff off before welding.
Also, remember that 6011 rods are available in the small 1/16" (1.6mm) diameters that allow for welding on thin sheet metal.
watch more stick welding videos

Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




