
TIG Welding/Brazing with Silicon Bronze filler

TIG brazing on a carbon steel Star project

TIG brazing and how to TIG braze carbon steel

TIG braze on light duty fixtures

TIG brazing a piggy bank

how to tig braze a carbon steel lap joint with pulse settings

TIG brazing a handle on a File to make a trench knife

...Introducing the New WeldMonger Challenger TIG kit that includes the most frequently used Cups.



Tig welding with silicon bronze is technically tig brazing because usually the base metal being welded/brazed has a much higher melting point than silicon bronze filler rod.
The melting point of silicon bronze tig rod is between 1800 and 1990 f...
while the melting point of steel is around 2700 f.
But if you are not careful, its pretty easy to melt some of the steel base metal into the weld or braze metal.
that can be a problem because too much steel mixed into the silicon bronze can cause cracking due to a brittle weld or braze.

Watch part 2 of this welding project
grab a tig finger at the weldmonger store
But even so, silicon bronze has lots of uses.
My first time using sil-bro was to build up a worn area in a hydraulic line on a forklift.
It was a carbon steel tube about 1/2" in diameter and was worn from chafing against a bracket after years of vibration.
I asked the shop owner about it and he said the silicon bronze would provide more wear resistance and would also be easy to overlay on the thinwall steel tubing without melting thru.
He was right.
That repair was easy...
I was done in 10 minutes and the part was back on the forklift in less than an hour.
AC or DC? the answer is....
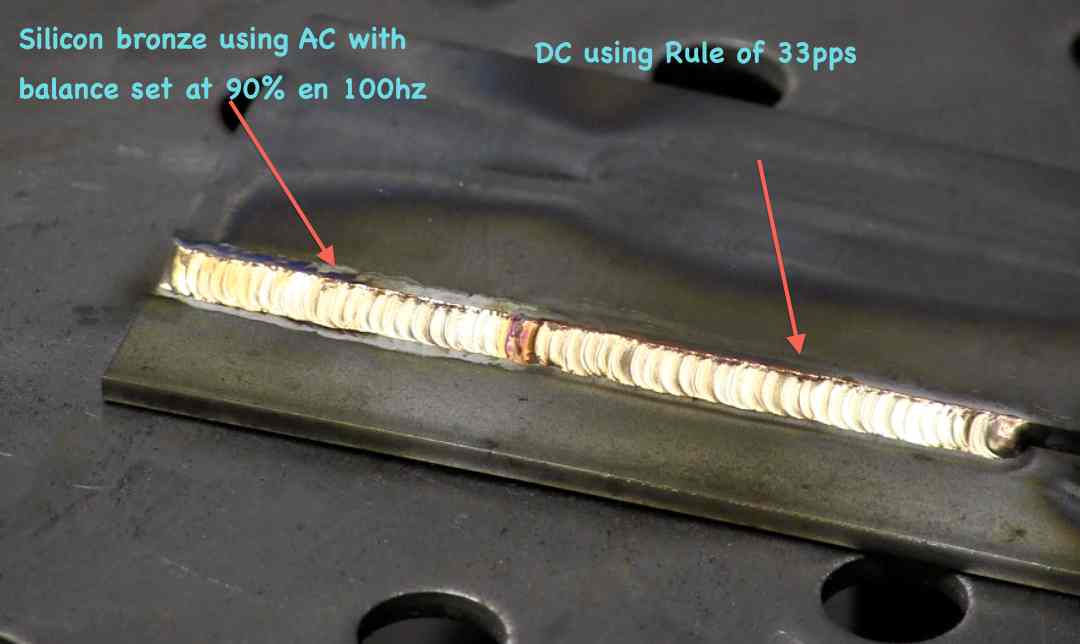
YES.
I use both. For nasty cast iron, I like to use aluminum bronze and AC because the wire has an aluminum content and can get scummy on DC.
Silicon bronze works for cast iron too but I have found the aluminum bronze to be quite a bit stronger.
For clean metal, I like to use silicon bronze on DC, a large gas lens cup like a Jazzy 10 ceramic, and 33 pps.
pulsing at 33-50 pps seems to help agitate the puddle and keep it moving at low heat input
Other applications for tig welding with silicon bronze
- Tig welding copper to carbon steel or stainless steel
- build up of wear surfaces
- tig welding galvanized sheet
- metal art
- temporary fixtures that dont require full strength of a weld
tig welding copper to steels
Silicon bronze works for joining copper to carbon steel as well as to stainless steel.
You always want to use a technique that only flows the filler rod and does not actually melt the base metal.
I find that using the rule of 33 (33 pps, 33% on time, 33% background) provides a little bit of puddle agitation and helps keep the heat down too.
build up of wear surfaces
silicon bronze is more wear resistant than carbon steel so it is sometimes used as a wear resistant layer on a journal or shaft.
Aluminum bronze can work even better for wear areas.
galvanized sheet
When the higher heat used with other welding rods is used on galvanized, the zinc boils and out gasses.
But because of its low melt point, silicon bronze tig brazing works better on galvanized sheet than welding with mild steel rods.
Metal art
the gold look of silicon bronze makes stuff look cool.
Silicon bronze will join carbon steel, copper, bronze, brass, cast iron...pretty much any of these to any other.
But remember its not as strong as a weld.
But for most metal art, that does not matter.
temporary fixtures
Tig brazing with Silicon bronze requires so much less heat than a weld does that distortion is usually quite a bit less.
So that makes it a good choice for a temporary fixture that needs to stay true or flat but does not require a lot of strength.
Sometimes, you need to make a prototype fixture just to see if the idea works. Silicon bronze is a quick way to do it and is easy to grind loose too.
more tig welding videos

Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




