Take advantage of our Free Welding Guides loaded with Video links

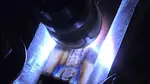
Tig Welding 16ga Stainless Steel




Tips for tig welding 16gq stainless steel
- HOME
- TIG WELDING
- Welding 16ga Stainless
- Stainless Steel usually requires about 2/3 the amperage that is needed for carbon steel...so using the one amp per one thousandth of thickness rule of thumb...if this were 16ga carbon steel, 63 amps would be about right.
- 2/3 of 63amps is 42 amps. But since the part is clamped down in a fixture which provides some heat sink, amperage needed was closer to 50.
- Using one size smaller filler metal is also a good idea for a butt joint like this so I used .045" er308L filler metal.
Shielding the back side of 16ga stainless


One of the best ways to provide shielding gas to the back side of a 16ga stainless weld is with a dual flowmeter.
The problem is that some of them are really pricey.
So I found a quality manufacturer and sourced my own weldmonger.com
You might like these
Discolored Stainless Steel Welds - What causes gray welds?
Discoloration in Stainless Welds - What causes discolored stainless steel welds
The problem with weld sugaring/granulation of stainless steels
when stainless steel is welded and penetrates all the way thru the back side as with 16ga stainless, the molten puddle on the back side will oxidize severely and cause a condition known as granulation or sugaring.
The reaction is due to the chromium content and chromium is the main element in stainless steels that provides corrosion resistance.
Not only is there loss of corrosion resistance, but the surface texture is rough and provides a place where bacteria can grow.
For food service applications this is the worst scenario.
Imagine an orange juice plant, brewery, or pharmaceutical plant having do dispose of thousands of dollars worth of product due to a bacteria growing granulated stainless weld due to someone not following proper purging procedures.
The person responsible will likely get fired.
Or if the weld was done by a welding contractor, that contractor might just get blackballed from ever working at that plant again....
Word gets around so it might actually cause a loss of reputation in the entire industry.
Proper procedures for tig welding 16ga stainless steel
- make sure the stainless is clean and free from tape residue, grinding dust, etc. Sometimes all that is needed is a wipe with acetone.
- if abrasives are used, make sure they are new or only have been used on stainless steels...never carbon.
- shield the back side with argon by using a purge device
- use only clean uncontaminated stainless steel wire brushes
- get in and get out. establish the puddle and get moving in less that 3 seconds...the longer you hang around, the more heat builds up and causes problems.
- use stainless, copper, or aluminum chill bars when possible to remove heat stainless.
- passivation is an often overlooked step that is needed to maintain or increase the corrosion resistant properties of stainless.
video on removing discoloration on stainless tig welds


Would you like to get free welding videos in your inbox every week?





Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




