
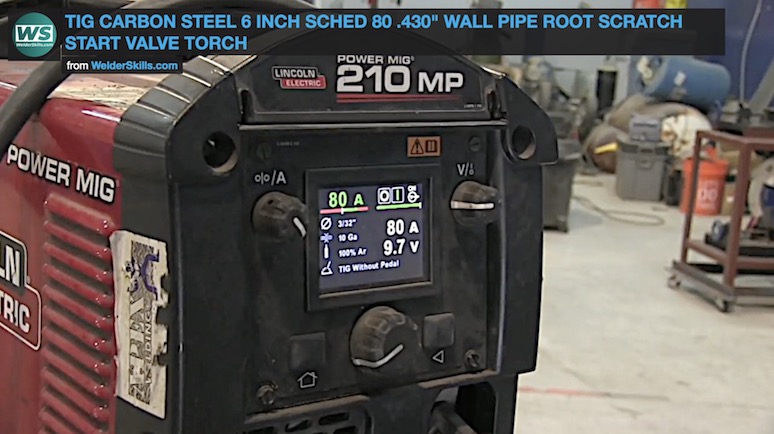
TIG CARBON STEEL 6 INCH SCHED 80 .430" WALL PIPE ROOT SCRATCH START VALVE TORCH

scroll down for details and settings
- HOME
- Tig Welder Settings
- Tig Welder Settings
- Tig Welding Scratch Start Pipe





WELD PROCESS = TIG, GTAW, GAS TUNGSTEN ARC WELDING,
METAL TYPE = carbon steel PIPE
THICKNESS = 6 inch schedule 80 pipe wall thickness .430"
WELD TYPE = groove
JOINT TYPE = BUTT WELD OPEN ROOT WITH 5/32” GAP AND ZERO LAND
POSITION = ROLLED IN JACK STANDS
AMPERAGE = 80-85 AMPS USING SCRATCH START AND VALVE TORCH
TUNGSTEN = 2% LANTHANATED, 3/32"FILLER WIRE = 1/8”
ER70S2POLARITY = DCEN
GAS FLOW = 20 CFH argon
CUP SIZE = 7
PRE FLOW = VALVE TORCH
POST FLOW = VALVE TORCH
ADDITIONAL SETTINGS =
TIPS: EXTEND ELECTRODE ENOUGH TO GET A DECENT ANGLE SO THAT WALKING THE CUP OR FREEHAND WELDING BOTH WORK WELL.
trail out on thicker part of pipe wall before snapping out to avoid a crater eye. aka fish eye
Aim for an arc length that is equal or less than the diameter of your tungsten electrode.Torch angle can be forgiving provided your arc length is tight.Keep the hot tip of the filler wire shielded by the argon envelope from the tig cup
Snip oxidized tip of filler metal before each restart

Would you like to get free welding videos in your inbox every week?





Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




