
D17 test .063" 304L stainless
3g position

AWS D17.1 is the Specification for Fusion Welding of Aerospace Applications.
A D17 test can be done in any position.
1G is probably the most common because aerospace and aviation repair facilities often have positioners that can be used to make sure almost any weld can be done in the flat position.
Some companies prefer to certify in 2g and 3g positions to make sure welders are qualified to a broader range ...for compliance.
...Introducing the New WeldMonger Challenger TIG kit that includes the most frequently used Cups.



this page is about tips for passing a 3G D17 test.
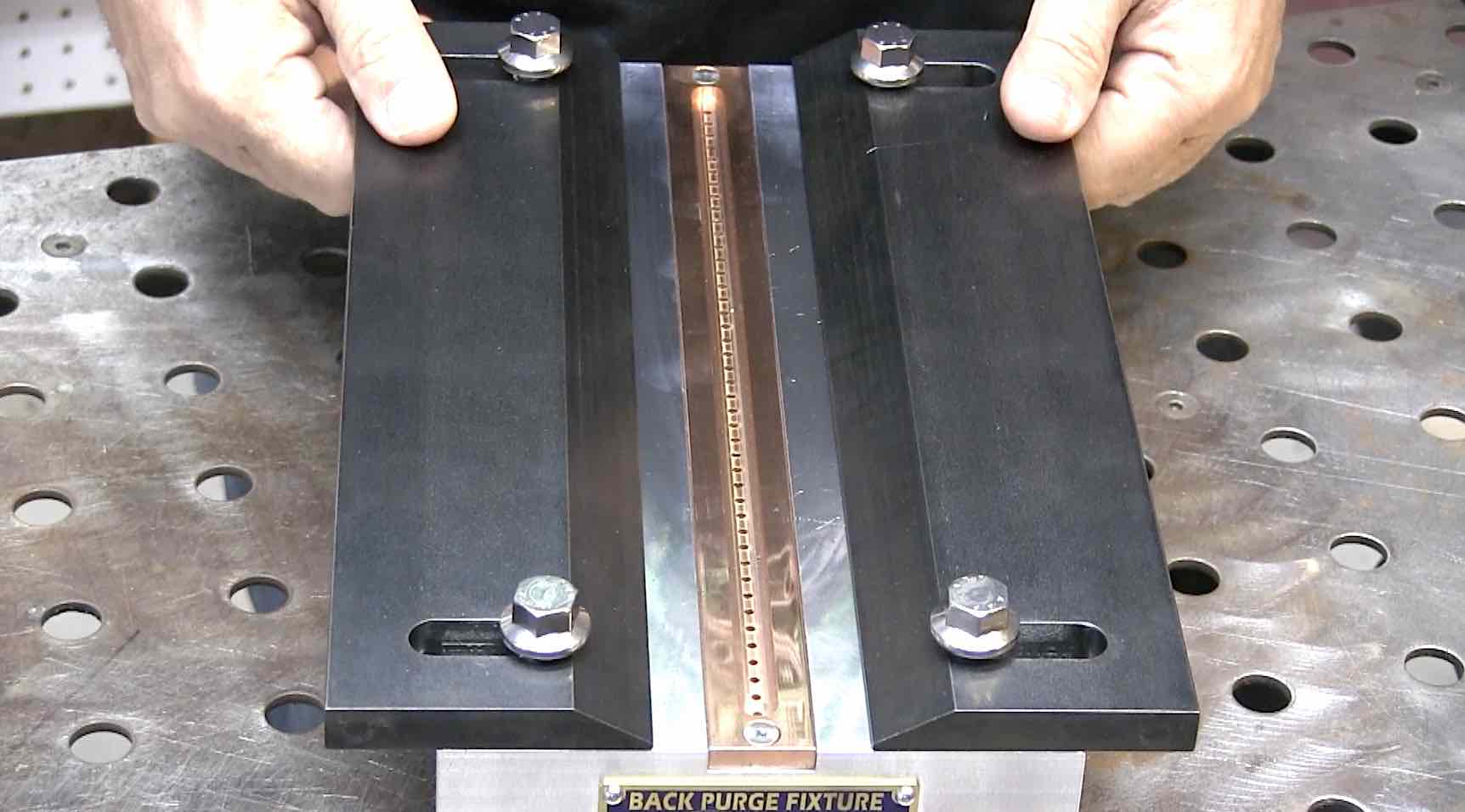
3G is vertical and most D17 tests are usally welded in a fixture that provides a clamping mechanism, chill factor, and an argon back purge.
The fixture shown here was custom made for me by my friend Adam Booth (abom79)
You might like these
Tungsten Electrodes for GTAW
Case Study and Video of Gas Tungsten Arc Welding GTAW Tungsten Electrodes - thoriated vs ceriated vs lanthanated vs pure vs zirconiated
Welding Stainless Steel-Tig Welding
Here's a tip for Tig welding Stainless steel to any other steel


Tips for passing a 3g D17 test
1. Stainless Steel does not usually require extensive prep prior to welding.
But most of the time, a D17 weld test will get X rayed as part of the D17 test requirements.
Cleaning the sheared edge with a dedicated clean file is a best practice for x ray tested joints.
I have definitely passed Xray tests by cleaning with a sanding disc but a dedicated clean file is less likely to embed any foreign particle that could cause porosity.
2. A large gas lens cup will help. Especially with the precipitation heat treatable stainless steels used in aerospace like 17-7, 15-7, and 13-8ph stainless steels.
I used a Furick Jazzy 10 ceramic cup for this weld.
Normally, a 1/16" tungsten electrode would be the best choice for .063" stainless but I was well within the range for a 3/32" 2% lanthanated tungsten.
a large cup helps keep the hot tip of the filler rod shielded with argon.
A large cup makes more difference than you might think.
Not so much that stainless steel requires a large argon shield but it really does help with the way the puddle flows and also provides a larger argon area to shield the hot tip of the filler rod.
3. Set your purge gas correctly...you need enough argon and too much argon flow will only disturb your cup shielding gas.
Aerospace weld test fixtures like the one depicted here often have very narrow argon ports and do not require much argon flow.
Often 5-10 cfh is enough.
IF you get any discoloration on the end while tack welding, you might need to reduce the flow rate.
Discoloration on the penetration side of the joint indicates a need to adjust argon purge flow rate.
4. Find a way to be comfortable. They say the ABCs of welding are...
Always
Be
Comfortable.
I welded this joint in a way that was not very comfortable because the camera was in my way. normally, I would hold the torch kind of sideways like this in order to be as comfortable as possible.

You might like these
Tungsten Electrodes for GTAW
Case Study and Video of Gas Tungsten Arc Welding GTAW Tungsten Electrodes - thoriated vs ceriated vs lanthanated vs pure vs zirconiated
Welding Stainless Steel-Tig Welding
Here's a tip for Tig welding Stainless steel to any other steel
Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




