Take advantage of our Free Welding Guides loaded with Video links

Furick Ceramic 12 Tig cup

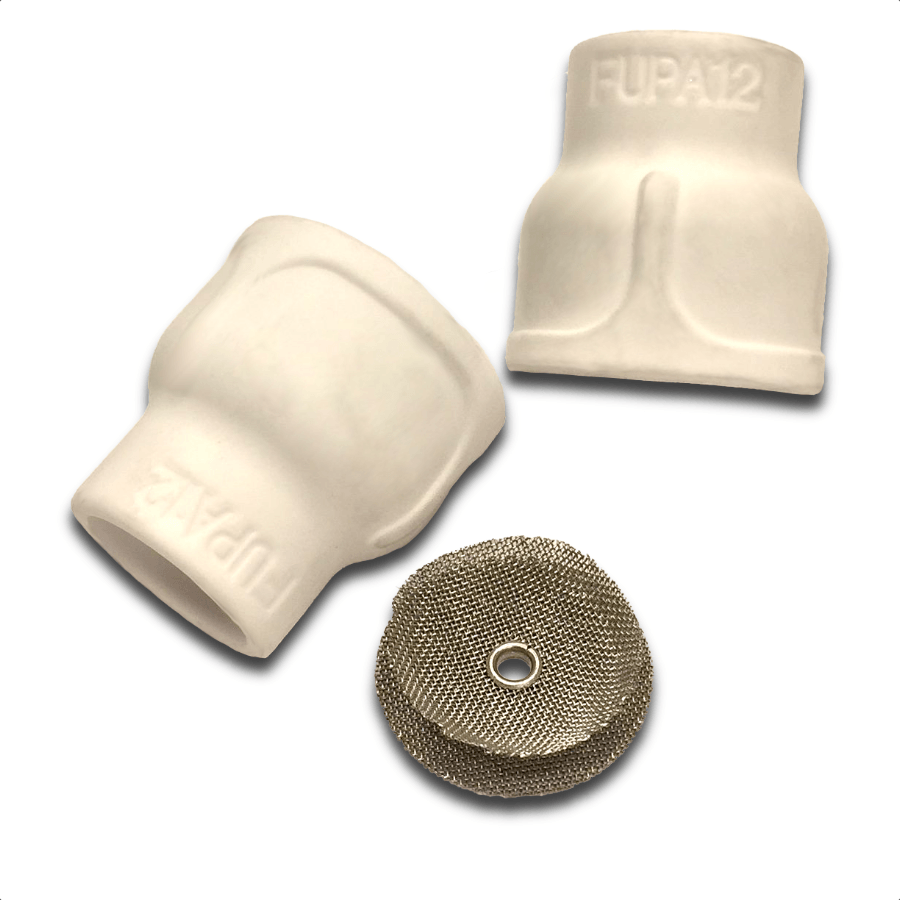

I added a new product to my online store.
Its the Furick Ceramic 12 cup.
Its the ceramic version of the well known fupa 12 clear cup.
why ceramic? Well while the clear cups do an awesome job of gas coverage and helping you see down in holes, they do break.
The ceramic 12 cup is tougher while still giving great gas coverage and the ability to use a very long stickout.
...Introducing the New WeldMonger Challenger TIG kit that includes the most frequently used Cups.



The very first thing to do when you need to tig weld some hot rolled steel is to clean the mill scale.
TIG welding over mill scale is just no fun.
So I used a Walter mill scale wheel to remove the mill scale and it worked very well.
For the square tubing, a flap disc worked just fine.
I laid out the floor flanges using a lasquare which is a wide base square .
Then I got small tack welds at each corner.
I didnt worry about squaring things up since these parts are scrap.
Setting the Lincoln TIG 200 to 170 amps, I proceeded to weld out the pieces.
170 amps is usually enough to weld thicker steels if you are willing to use multipass welds.
And preheat helps on those thick welds too.
Keep a Tight Arc
A tight arc is one of the main things for TIG welding.
The video shows that when you dont hold a tight arc, you dont get the pinpointed arc benefit of Tig welding.
A long arc allows the puddle to wander...
and it also allows the end of the filler rod to melt..ball up...and blob into the puddle instead of feeding nicely into the weld puddle.
This all affects uniformity.
So here are 3 things that will help anyone learning to TIG weld.
- hold a tight arc
- dont use excessive torch angle
- keep the hot tip of the filler rod shielded with argon
TIG welder settings used

There is a rule of thumb that says that for TIG welding carbon steel, use 1 amp per one thousandths of thickness.
I say that holds true up to around 125 thou .125" but for thicker steels, the rule starts to be wrong.
What if you were tig welding some half inch thick steel?
would you need 500 amps?
Nope.
170 amps will weld most any thick steel if you are willing to preheat and use multiple passes.
Lincoln Square Wave TIG 200 set at 170 amps and mostly full pedal for the entire weld
25 cfh argon
3/32" (2.4mm) 2% lanthanated tungsten electrode
1/16" (1.6mm) ER70s-6 filler rod

You might like these
Tungsten Electrodes for GTAW
Case Study and Video of Gas Tungsten Arc Welding GTAW Tungsten Electrodes - thoriated vs ceriated vs lanthanated vs pure vs zirconiated
Welding Stainless Steel-Tig Welding
Here's a tip for Tig welding Stainless steel to any other steel


Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




