Pulse Tig Settings for Outside Corners on 16 and 18 ga

- HOME
- TIG WELDING
- Pulse Tig Settings
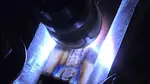
High speed pulse settings for welding on or near an edge
What are the best pulse tig settings for outside corner joints in 16 ga stainless?
that is a commonly asked question and to be honest, its hard to answer questions about pulse tig settings.
First off, most welding tasks that are done using pulse tig settings, could also be done without pulse.
But if you have a machine that is capable of pulse, I think you might find this page and videos interesting.
You might like these
Discolored Stainless Steel Welds - What causes gray welds?
Discoloration in Stainless Welds - What causes discolored stainless steel welds
In addition to pulse tig settings, chill blocks and bars are very necessary in order to limit distortion on thin sheet metal.
Pulse Tig settings for thin outside corners

here are the settings...
1.5pps
30% on time (also known as pulse width)
5% background current
the low 5% background setting really makes for quite a differential. 5% background current with a peak pulse of 110 amps is only around 6 amps.
Chill bars
I save all sizes of aluminum bar stock for use as chill blocks.
both aluminum bar stock and aluminum angle are very useful for backing and chill bars.
Copper is the best material for chill elements but copper is hard to find.
Aluminum is almost as good as copper but much cheaper and easier to find.
I used carbon steel chill blocks for this video but I could have wrapped the plates with aluminum foil.
In fact, if I were welding stainless steel, I would have wrapped those steel plates with aluminum foil to avoid contact of carbon steel on the surface of the stainless steel.
I have too many welding clamps...said no welder ever!!!
you can never have too many clamps.
I have quite a few stronghand tools clamps along with several c clamps, pony spring clamps, etc.
It takes a lot of clamps sometimes. Better too many clamps than not enough.
Using chill backing and bars is well worth the effort because its really the only thing that works in preventing distortion.
There are no magic pulse settings that will completely limit distortion.
What will limit distortion is taking appropriate steps to add chill elements...and using other techniques that limit heat input.
Other pulse tig settings
Since there are 3 basic settings for pulse tig, there are all sorts combinations of pulse tig settings.
low background with high peak pulse, high background high peak pulse, etc.
And Every different application demands different pulse settings.
And some applications are even better off without pulse.
But if you need to do an outside corner joint in 16 or 18 ga steel without filler metal, this page was written for you.

Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




