
TIG Welding 4130 Chromoly
- HOME
- Tig Welding 4130

Scroll down for Videos on TIG welding 4130 chromoly
See my Blog on TIG welding Carbon steel Tubing compared to 4130 chromoly

...Introducing the New WeldMonger Challenger TIG kit that includes the most frequently used Cups.


- HOME
- Tig Welding 4130
visit my store for TIG Cups, TIG Kits, TIG Fingers, and gloves
Interested in tig welding 4130 chromoly tubing?Roy
Crumrine,
Joel
Buschman @overkillracingandchassis on instagram has started offering
these 4130 cluster kits and they are great practice for anyone wanted to
get into motorsports welding.
In fact, we interviewed Joel on the podcast a few years ago and it was a very interesting talk.
https://wttpodcast.libsyn.com/welding-tips-and-tricks-podcast-episode-7-joel-buschmann
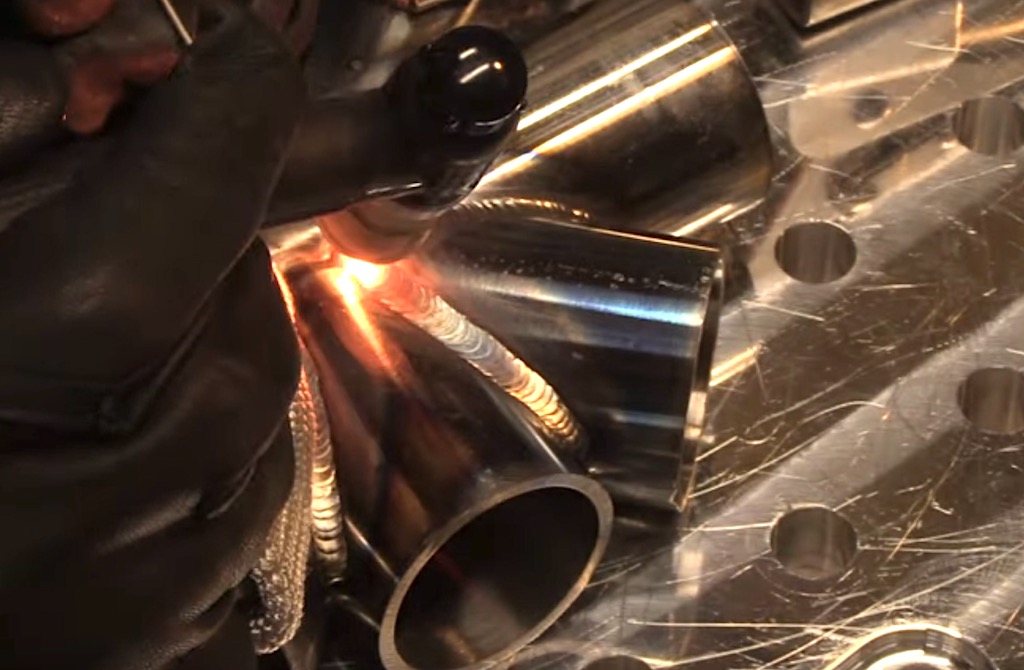
Joel builds Monster Trucks. And so this 4130 cluster kit is 2 inch diameter 4130 chromoly tubing and is coped at common angles used in the building of a monster truck.
I decided to show a few new products along the way while I was filming this video and I will provide links along the way.
First off, I used a flap disc to remove any dross and I wiped down the tubes with acetone to remove any residue but they were very clean right out of the box.
I decided to tack weld the 90 degree tubes and weld a single pass on them first and I used my Crummy Welding fixture plate and Stronghand Tools clamping kit to hold things rigid while I tack welded.
I was running a bit low on argon so I used a #6 gas lens cup with only around 12 cfh of argon flow to save gas while I was tacking.
I do this quite often since being able to prop with the cup makes tack welding go fast.
I try to make the tack welds a bit smaller than the first pass so that they won’t be noticeable in the final weld.
After I get plenty of tack welds, its ready for welding.
I switched over to a Jazzy 10 ceramic cup to limit oxidation so that the second pass would flow better.
The jazzy 10 is one of my favorite cups for tig welding things like 4130 tubing and stainless steel.
It is very affordable and with the extra layer of diffuser screens, it runs great on the same flow and most #8 gas lens cups but with better coverage and longer stickouts.
These first welds reminded me of a previous video where I welded some coped stainless tubes ( you can find that video here).
I put the #6 cup back on for the rest of the tack welding and then switched back to the jazzy 10 for the whole weld out.
I saw from the sample that Joel sent me that he used 2 weld passes and from talking to him and also the welding tips and tricks podcast with Frank Fleurquin, 2 passes is common on these tube clusters.
you can listen to that podcast with Frank Fleurquin here
The first pass is to make sure that you get good penetration down into the root of the joints and the second pass is to add reinforcement and a good looking final weld.
I think its easier to get a good looking weld when you can concentrate on appearance.
I used a mix of .045” and 1/16” ER70s-2 for the first pass. Some of the joints had a slight gap and the 1/16” rod helped on those but the .045” worked great on the tight fits.
Once I was done with the first pass, I let it cool a bit and then welded the second pass.
Pedal Pumping
After 13 years of pipe welding and over 20 in Aerospace repair welding, I have never needed to pump the foot pedal.
But in motorsports tig welding, pulsing with a foot pedal is very common.
And I can understand why.
As
you are coming around a curve on a 4130 chromoly cluster joint, you are
trying to maintain a favorable torch angle so you twist your wrist.
Its much easier to twist your wrist between dabs while you let off the foot pedal.
And I found it really helps to control the heat.
I set my peak amperage to 140 amps on the CK Worldwide mt200.
I pumped the pedal to full pedal and then backed off the amperage to around 100 amps between dabs.
The
benefit of pulsing manually like this is that you dont pump the pedal
until you are ready so if you need to reposition by turning your wrist
and it takes a second or two, you can make the adjustment.
that is where pulsing manually has an advantage over pulse settings.
Filler Rod for final pass.
Filler Rod for final pass.
‘There is a lot of discussion on which filler rod works best for tig welding 4130 chromoly tubes.
I used er70s-2 for the first pass but I switched up to a different filler metal for the second pass.
Hastelloy W
- HOME
- Tig Welding 4130

You might like these
Tig Welding 4130 Tubing
Tig Welding 4130 Tubing with E70S2 rod. Because it Works

Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




