
TIG Welding Stainless Pipe Joints
- HOME
- TIG WELDING
- Tig Welding Stainless Pipe

Scroll down for Videos on TIG welding Stainless Steel Pipe joints and Sanitary Stainless TIG
Learn more about our new dual flowmeter with lifetime warranty

Stainless Steel Pipe Root Tips
Welding stainless steel pipe with the TIG process takes precision, patience, and proper technique.
From prepping the fit-up to finishing the cap pass, each step matters—especially in industries like food service, pharmaceuticals, or power generation where weld quality is critical. This page walks you through best practices for TIG welding stainless pipe joints.
Walking the Cup Video on TIG Welding

Joint Prep is Key
Clean, consistent joint prep is half the battle. Any contamination or misalignment at this stage can lead to weld defects later.
Tips for Prep:
- Bevel the ends evenly with bevel angle 30° to 40° depending on procedure or code specs
- Clean both the inside and outside of the pipe with acetone
- Use a dedicated stainless wire brush for mechanical cleaning
- use a 3/32" - 5/32" root gap depending on procedure or code
- purge before tack welding
- Tack weld at 3, 6, 9, and 12 o'clock to prevent movement
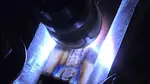
Carbon to Stainless Steel Pipe Welding TIG purged root

Root pass techniques
use either a laywire technique with very little sideways movement or a dip keyhole technique.
Key Points:
- Use a gas lens and a #8–#12 cup for good gas coverage
- Backpurge with 100% argon to prevent sugaring
- Use 3/32" or 1/8" tungsten, ground to a point
- Torch angle: 10–15° push angle
- Travel steady and maintain tight arc length
Hot Pass and Fill Passes
Once the root is in and cleaned (no sugar, no inclusions), continue building the weld with additional passes.
- Slight weave on hot pass not dwelling across middle to avoid melt thru or suck back
- Use 1/8" filler rod for hot pass
- Control heat—watch your color (gold/straw is good)
- if using a scratch start, Feather each restart with grinder for good restarts
Cap Pass: Appearance and Integrity
The cap should be slightly convex, evenly tied into the edges, and free from undercut.
- steady travel speed
- Use filler rod consistently and feed when needed
- Maintain gas coverage until post-flow ends or grind stops if using a dry rig
Backpurging Tips
- Seal pipe ends with purge plugs or aluminum tape
- Vent at the top to allow displacement of oxygen and to prevent pressure buildup when closing the root
- Use low enough argon flow (5–15 CFH) to prevent turbulence and allow adequate time for purge depending on volume of pipe.
- use a diffuser on end of argon purge hose if available
- Keep purge going 10–30 seconds after arc stop
Sintered Bronze diffuser

Inspection and Cleaning
- Visually inspect for cracks, undercut, or porosity
- Use a flash light and mirror for inside root inspection
- Clean exterior with stainless wire brush or weld cleaner (no carbon contamination)
Sanitary Stainless along with Purge Tips
If you want to dive into Sanitary Stainless TIG Welding, this video will be a great help for you

Sanitary stainless tig welding is usually done without filler rod.
Autogenous is the fancy word to describe welding without filler metal.
The focus is on the internal quality with sanitary welding so getting a good argon purge is mandatory.

- HOME
- TIG WELDING
- Tig Welding Stainless Pipe
You might like these
Discolored Stainless Steel Welds - What causes gray welds?
Discoloration in Stainless Welds - What causes discolored stainless steel welds
Best Tungsten electrode for tig welding stainless

Filler metal for tig welding stainless steel
TIG welding filler metal is in stock at Weldmonger.com
Filler metal for TIG welding stainless steel pipe is usually specified by a welding procedure.
Usually the closest match is used.
304L is the most commonly welded stainless pipe and ER308L is the most common filler used for 304L stainless
316L stainless is used where more corrosion resistance is needed and ER316L filler rod is usually specified.
321 stainless is used a lot in motorsports as well as aerospace and either 321 filler or 347 filler is used depending on procedure
Here is a link to a filler metal selection chart for stainless steels


Would you like to get free welding videos in your inbox every week?





Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




