TIG Welding Stainless Repair


You might like these
Discolored Stainless Steel Welds - What causes gray welds?
Discoloration in Stainless Welds - What causes discolored stainless steel welds
When you think of Tig welding stainless most folks tend to think of pipe or tubing, or sheet metal.
but sometimes stainless steel just needs to be replaced from a worn area or in this case, a mis machined area.
Welding and machining go hand in hand in making parts but also in fixing uh-ohs....and supporting machine shops with repairs like this is not a bad way to start your own welding business.
Tool changers crash, taps break, holes get misdrilled, parts get dropped on the floor....
Stuff happens. And pretty often, tig welding can fix it.
Doing jobs like this on the side is exactly how I got started in my own business.
I started doing work for one machine shop...repairs as well as assembling and welding new parts, then word somehow got out and another shop started to call me, and then another ...until I was really busy with extra work in addition to my day job.
Sure, there were times when it was almost too much to handle but it paid for a lot of vacations, Christmas shopping, and more and I was glad to do it to keep the big family machine running.
Most of the welding I do for machine shops is Tig and always has been.
Why? lots of reasons but mostly because most of the parts I weld for machine shops have a really good finish on them before I weld them... and the machine shops like to keep them that way.
(in fact, the way I got the very first job for a machinist was fixing a bunch of undercut on a machined part)
The last thing a machinist wants is to have lots of man hours invested in a nice finish, and then the welder just cobbles it up.
Another reason for using Tig is because there is a pretty good variety of metals like stainless, aluminum, and steels like 4140. Switching metals is easier with tig than with mig. With Tig, its usually just a matter of grabbing a different filler rod along with a few settings on the machine and I am off to the races.
Same with Stick welding but there is the issue of spatter.
Mig is a lot faster than Tig welding but for a job like that shown in this weeks video, I would have needed to swap gas, swap the spool of er70s-6 that is normally in the mig welder to a er308L stainless filler wire....and possibly even change the liner.
By the time I did all that, I could be about a third the way done welding with tig.
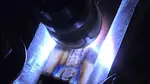
So I opted to tig weld several passes of er308L to fill the step that was machined by accident.
One thing that did slow me down a bit was the wire size. All I had was 1/16" tig rod. But that was probably a good thing because I had to keep the heat down a bit with the small rod.
Even on a thick chunk of Stainless steel like this, about 80-90 amps is enough to run a good size weld bead. Stainless has a low thermal conductivity. That means heat does not dissipate very fast. Thats why stainless steel is so easy to overheat. Heat builds up if you hang out in one area for too long.
basic settings I used for this Tig Welding repair.
- DCEN
- 80-90 amps
- #7 gas lens with 15 cfh argon flow
- 3/32" ( 2.4mm) 2% lanthanated tungsten
- #26 air cooled torch with stubby kit so I could use the small style gas lens and #7 cup
- post flow set on 10 seconds.
- 1/16" (1.6mm) er308L filler rod
see more tig welding videos
another tig stainless video

Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




