Take advantage of our Free Welding Guides loaded with Video links

TIG welding Stainless to Carbon Steel
- HOME
- TIG WELDING
- Welding Stainless to Carbon

Watch the latest welding videos at Weldmonger.com


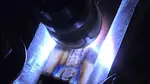
Welding stainless steel to carbon steel is a common task in piping, fabrication, and repair work, but it comes with some challenges.
You’re joining two different metals with different thermal, chemical, and mechanical properties—and if you’re not careful, the result can be a weld prone to cracking.
This article breaks down what you need to know to get strong, reliable welds when tig welding stainless to carbon.
Welding Stainless to Carbon concerns
- Different Expansion Rates – Stainless expands and contracts at a different rate than carbon steel, which can cause stress or cracking as the weld cools.
- Dilution and Corrosion – Mixing the two base metals without a compatible filler can result in a weld that fails prematurely.
- Hardening and Cracking – The carbon from the steel can migrate into the stainless zone and make it brittle if improper techniques are used
Choosing the Right Filler Metal
Recommended Fillers:
- ER309L – The most common filler for dissimilar welding. It has a higher alloy content that tolerates mixing with mild steel.
- ER309MoL – Same as above but with molybdenum for better corrosion resistance, often used in more aggressive environments.
- ER312 - is similar to a rod labeled "supermissile weld" and is very crack resistant
Avoid using carbon steel or standard stainless (like ER308L) fillers—they won’t handle the dilution as well and can lead to cracking.
ER309L filler rod has been used for decades to weld carbon steel to stainless steel in power plants, paper mills, refineries, and job shops.
TIG welding filler metal is in stock at Weldmonger.com

Welding Technique
- Torch Angle – use the same torch angle as you would on stainless
- Short Arc Length – A tight arc reduces oxidation and improves penetration control.
- Shielding Gas – 100% argon is standard. A gas lens helps improve coverage, especially with the dissimilar metals.
- Heat Control – Stainless steel holds heat more than carbon. Use a pulse setting or chill blocks if warping is a concern.
- limit dilution by limiting amperage and by using the laywire technique
- excessive amperage can mix in too much carbon steel into the weld and result in a grain structure that is prone to cracks
Applications and Limitations
Welding stainless to carbon is common in:
- Exhaust systems
- Structural supports
- Transition joints in piping
- Pressure vessels and tanks
Welding stainless to carbon steel isn’t hard when you know the rules. The key is controlling dilution, choosing the right filler, and being careful with heat input. With the proper prep and technique, you can make strong, crack-resistant welds that stand up to the job.

Why NOT to use ER70 filler rod for tig welding stainless to carbon steel
Using ER70S-6 wire or ER70S-2 to weld stainless steel to carbon steel is technically possible, but it’s far from ideal, and there are important consequences to understand before doing it.
🔧 What is ER70S-6?
ER70S-6 is a mild steel MIG wire (or TIG rod) that’s designed for carbon steel welding. It contains deoxidizers (like silicon and manganese) to help with welding over mill scale or slightly dirty surfaces.
🔧 What is ER70S-2?
ER70S-2 is a mild steel MIG wire (or TIG rod) that’s designed for carbon steel welding. It contains specific deoxidizing elements, like titanium, aluminum, and zirconium, in addition to silicon and manganese, which help to remove oxygen and other impurities from the molten weld pool.
❌ Why both ER70S-6 and ER70S-2 are a Poor Choice for Stainless-to-Carbon Welding
When you use ER70 rods to weld stainless steel to carbon steel, here’s what can go wrong:
1. Corrosion Problems
- ER70 rods are designed for welding mild steel and chromoly and have no chromium or nickel, which are the elements that give stainless steel its corrosion resistance.
- The weld metal can become an unpredictable mixture that might be prone to cracking and will rust over time, especially in humid or corrosive environments.
2. Cracking Risk
- The weld joint may be prone to cracking, especially under thermal cycling or stress, because the metallurgy is mismatched and depends largely on the welders technique.
- Carbon can migrate from the carbon steel into the stainless, leading to carbide precipitation and weakened corrosion resistance in the HAZ.
3. Weld Appearance and Performance
- The weld will not look or perform like a stainless weld.
- It might be lower strength, and have poor corrosion resistance.
Bottom Line:
You should not use ER70S-6 to weld stainless to carbon steel unless it’s a temporary or non-critical weld.
For proper, long-lasting results, use ER309L or ER312 dissimilar filler.
Would you like a downloadable chart showing filler metal selection for different dissimilar metal welds?
You might like these
Discolored Stainless Steel Welds - What causes gray welds?
Discoloration in Stainless Welds - What causes discolored stainless steel welds
Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




