
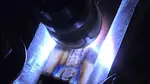
TIG Welding Stainless Steel
TIG Welding Stainless Steel tubing with full penetration requires a purge in order to prevent severe oxidation on the inside.
There are some applications where purging the inside is an absolute must...especially in food service applications.

You might like these
Discolored Stainless Steel Welds - What causes gray welds?
Discoloration in Stainless Welds - What causes discolored stainless steel welds
Click here to learn more about TIG Fingers


...Introducing the New WeldMonger Challenger TIG kit that includes the most frequently used Cups.


Dual Flowmeter for TIG Welding Stainless purge
pictured below is the dual flowmeter, you can see it on my store here

The manifold in the video is not required to be done to food service requirements since it strictly holds liquid nitrogen.
But that's no reason to skip the purge.
Without a purge, the inside surface would be severely oxidized and with all the cycles of heating to room temperature from really cold temperatures, the weld joints could eventually fail from thermal expansion cycles.
When you weld something, there is usually one main consideration that is more important than all the rest.
With stainless, that one main consideration is often maintaining the stainless properties.
When you fully penetrate stainless without shielding gas on the back side, you are compromising the stainless properties and also creating a situation where bacteria can grow...not to mention the stress risers left behind due to the pits and crevices.
2" Schedule 10 stainless pipe

Wall thickness on 2" schedule 10 stainless pipe is roughly .100"
Sure It is possible to make a full penetration weld on 2" schedule 10 using a square cut with no bevel ... but a small bevel makes it easier to penetrate with less heat.
So JD decided to weld the 2 end caps using 2 passes...
- a root pass with no filler metal and no gap at 67-70 amps.
- wire brush with stainless brush and allow to cool
- a cover pass with 3/32" ER308L filler wire at 60-65 amps
And along with maintaining the stainless properties, the other main concern on this project is that there are zero leaks...
Why not Walk the Cup?
It was a toss up.
Walking the cup would have worked fine but we chose to use a TIG Finger.
Stainless tubing usually has a very smooth finish on it and it makes it a breeze to prop with a TIG Finger and pivot
What is that Ground clamp?

Watch more TIG Welding videos
With both ends of this pipe getting caps welded on, and openings all taped up for purging with argon and not wanting get arc marks from the jaws on the pipe vise...
using a piece of bare copper wire from an old ground lead, provided an easy way to rotate the pipe without arc marks.
TIG Welding STainless Steel Tubes
One main tip for tig welding stainless steel is to get the puddle established and get moving quickly.
for full penetration stainless welds, a dual flowmeter is a must have.
This video shows the importance of argon purging
Abom79 worked with me on this project and made me a sweet purge fixture...
see the full article on the Abom79 fixture here

You might like these
Discolored Stainless Steel Welds - What causes gray welds?
Discoloration in Stainless Welds - What causes discolored stainless steel welds
Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




