Tig Welding Outside Corner Joints
- HOME
- TIG WELDING
- Tig Welding
If you are still using the standard TIG cups and hardware that came with your machine or TIG torch, I can just about guarantee you will get better results if you upgrade to a weldmonger® stubby gas lens kit.

click to learn more about weldmonger tig gloves


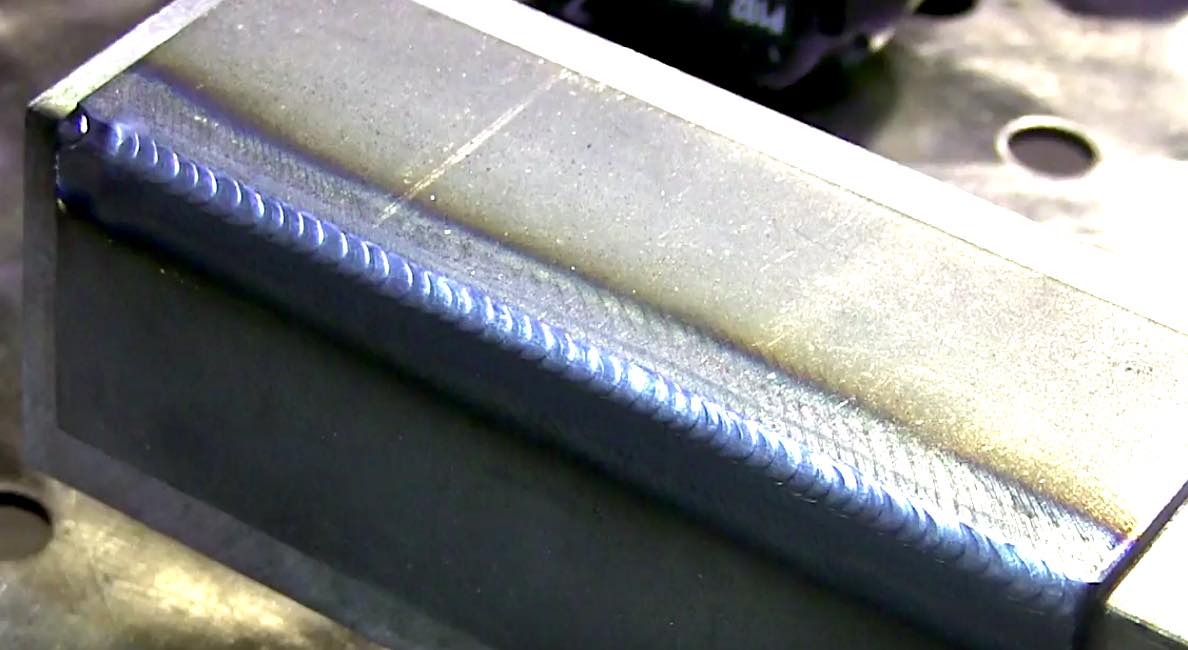
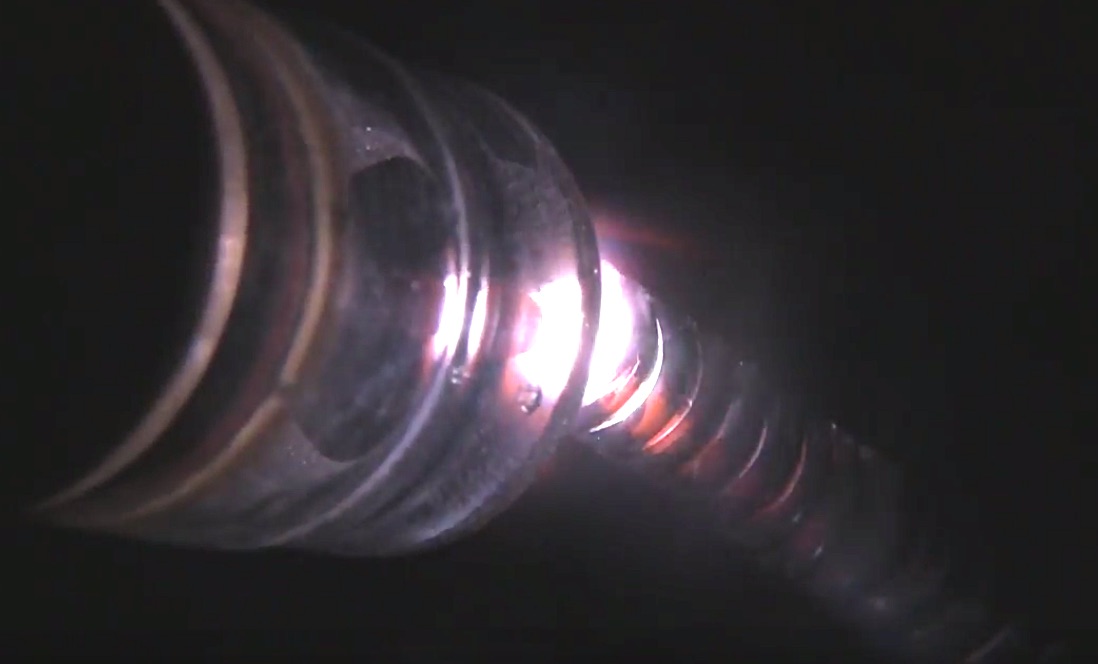
This Video shows tips and techniques for Tig Welding outside corner joints.
Outside corner joints are very commonly used to building boxes, tanks, reservoirs, etc.
Often a press brake or sheet metal brake is used to eliminate as many welds as possible but ultimately an outside corner weld or 2 or 3 are needed to finish the job.
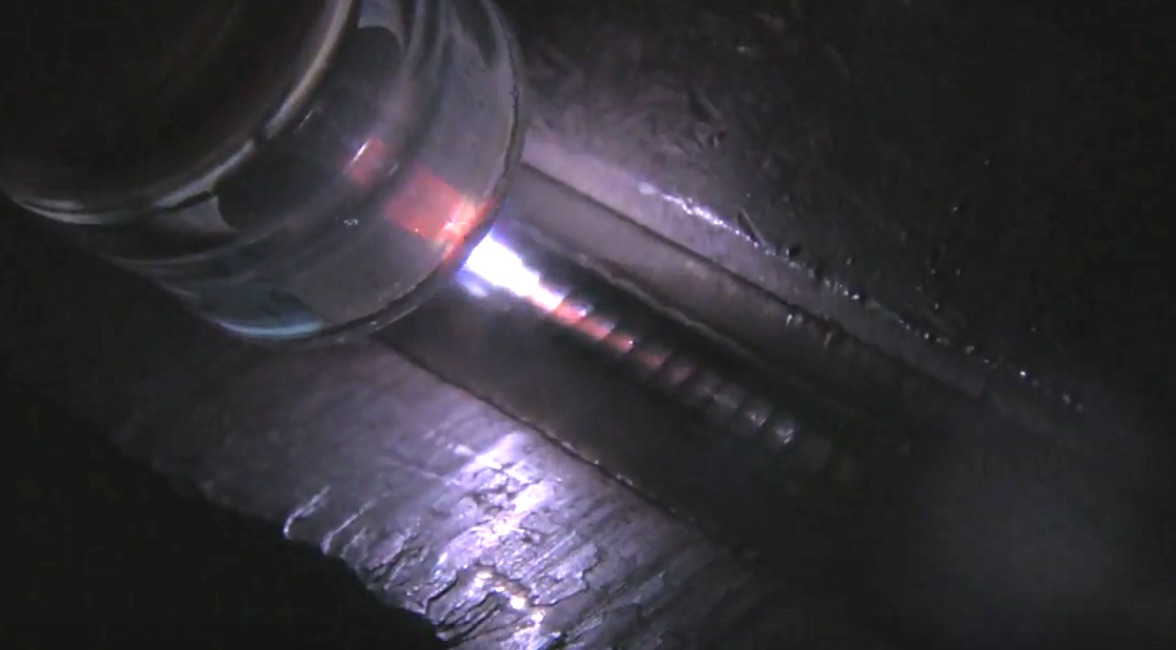
aluminum angle for backing helps remove heat
for these practice welds, I used a piece of aluminum angle.
It not only pulls heat out of the small practices, but it also traps argon gas on the back side.
Although full penetration is not always required on outside corner joints, its good to have some evidence of penetration on the reverse side.
if the weld is done per a drawing, often times a welding symbol will specify depth of penetration.
Filler Wire diameter and type
Size of filler wire is often times a matter of preference.
In this video, I showed using .045" ER70s-2 as well as 3/32".
Both worked just fine.
I think in most cases, I would usually weld 11ga steel outside corner joints using er70s-2 1/16" diameter wire as it is a good all around size for 11ga. 1/16" requires a bit more feeding than 3/32" but it doesnt chill the puddle as much.
thinner outside corners sometimes can be welded without filler metal
watch more TIG welding videos like
this one on tig welding square tubing
and TIG welding a vertical lap joint in 1/4" Aluminum
Provided a good fitup is achieved, thinner metals can be welded without filler metal for some applications.
For example, 18 ga stainless can be welded using pulse settings and chill bars with great results.
I like 1.5 pulses per second with low background and low pulse time settings for thin outside corner joints.
Tungsten Electrode type and size
Several years ago, I worked for a large company.
I could see the writing on the way concerning 2% thoriated electrodes.
I knew eventually, the publicity concerning the radioactivity of thoriated electrodes would pressure my company to find a good alternative electrode.
After lots of testing on both AC and DC, 2% lanthanated seem to perform the best as an all purpose electrode.
So that is what I used for everything now.
For this video, I used 3/32" diameter electrodes which will handle anything you can do with a 200 amp inverter tig welder.
There are many other types available that are good all purpose electrodes. like E3, and Ceriated for example.
I tested these too, and settled on 2% lanthanated.

You might like these
Tig Welding Tips
You wont get these Down and Dirty Tig Welding Tips from a Textbook
Tig Welding Tips and Tricks worth Copying
most Tig Welding Tips are in Textbooks...You wont find these in any book
Tig Welding Steel Parts
Using a Stronghand Welding Table for Tig Welding Steel Parts - A Video with good Arc Shots



Would you like to get free welding videos in your inbox every week?





Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




