TIG Welding an Aluminum Cube

learn more about the clear #8 combo kit

In this video on TIG welding aluminum cubes, you will see.
- using a fixture plate to fit and tack
- tack welding techniques
- plenty of arc shots showing the puddle
- using pulse settings for lay wire filling a gap

You might like these
Aluminum Welding Training on your own - just you and your tig machine
The best Aluminum Welding Training you can get on your own - How to Get better at Tig Welding
Welding Aluminum with Tig
Videos on Tig Welding Aluminum and learning how to tig weld


Materials and procedure for TIG Welding Aluminum Cube project
A cube requires 6 squares so I started with 6 pieces of 6"x6"x1/8" 6061 t6 aluminum.
I used my "Crummy" fixture plate along with some simple tooling to make it dead easy to fit true 90 degree angles.
This was definitely overkill since tack welding a cube is pretty easy to do by hand but I wanted to show how useful a fixture plate can be.
I used 1/16" 4043 filler rod for the tack welds so that my tack welds would be smaller than the final weld where I mostly used 3/32" 4043 filler rod.
Since outside corner joints tend to need a bit more argon shielding than inside corners...
...I chose to use a Furick #8 pro cup with a 3/32" 2% lanthanated tungsten electrode.
The #8 pro clear cup really helps me film so that you can see what is happening and it also helps me see the weld better and is a great all around cup for both aluminum and steel jobs.
I used between 15-20 cfh of argon
before I fit the cube pieces all together I used a clean file to chamfer one corner on 3 of the pieces so that I would have a vent hole for gases to escape.
Whenever you weld a small part like this that is completely sealed up, you need a vent hole.
Sometimes it is simply not possible but a vent hole really helps in preventing a blow out.
Without a vent hole, when the part is near completion, there is nowhere for the expanding hot gases to escape and pressure builds. then out of nowhere, you have a mess to fix.
So its good to have a vent hole in a place that is easy to access with a burr or grinder because even the vent hole can be challenging to fill.
I try to let the piece cool down a bit and then hit the vent hole hot and fast to seal it up before gases expand and blow away my argon shielding gas.
And sometimes I crank my argon flow up to 25-30 for filling the vent hole to combat the escaping gas flow turbulence effect.
Welding techniques
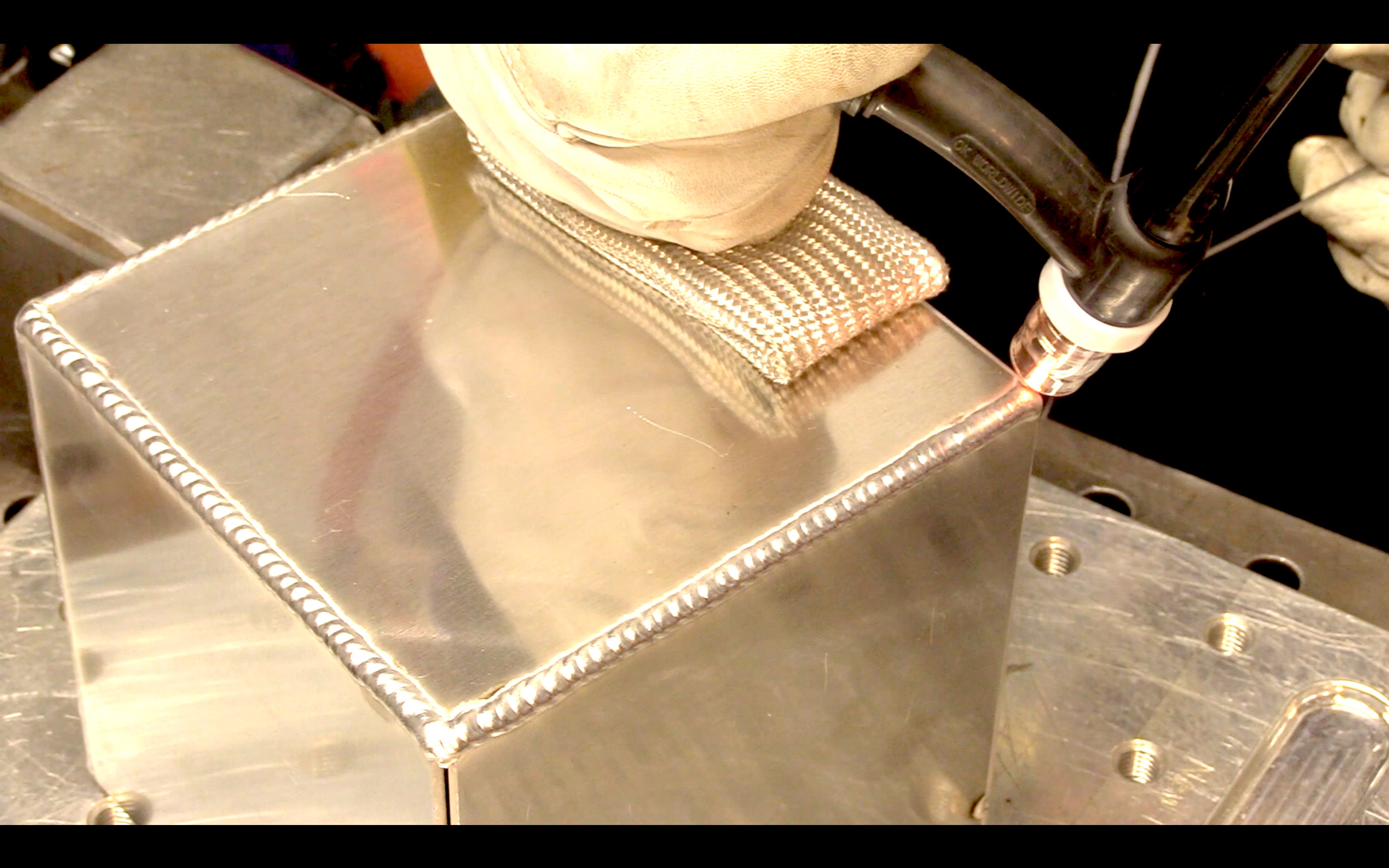
For most of the outside corner joints on this cube, I just used my old standby technique of slightly overlapping the corners with the puddle, dab filler while pausing, move ahead about 1/8", pause, dab filler, repeat.
Basic settings for this technique on the Dynasty 280 were...
- 140 amps
- 67% EN on the AC balance
- AC frequency 100hz
But there was one area that had a gap so I wanted to experiment using some pulse settings along with a bigger filler rod.
So I set the pulse settings to ...
- 180 amps (you need more amps with pulse settings)
- 33% background current
- 33% pulse time
- 1.5 pulses per second
I also stepped up to a 1/8" rod and just ran over the rod using lay wire technique and it worked like a champ.
I don't use pulse settings all the time but occasionally, you come upon a situation where pulse works really well and its nice to have.
Stuff I used in this Aluminum Cube Welding video...
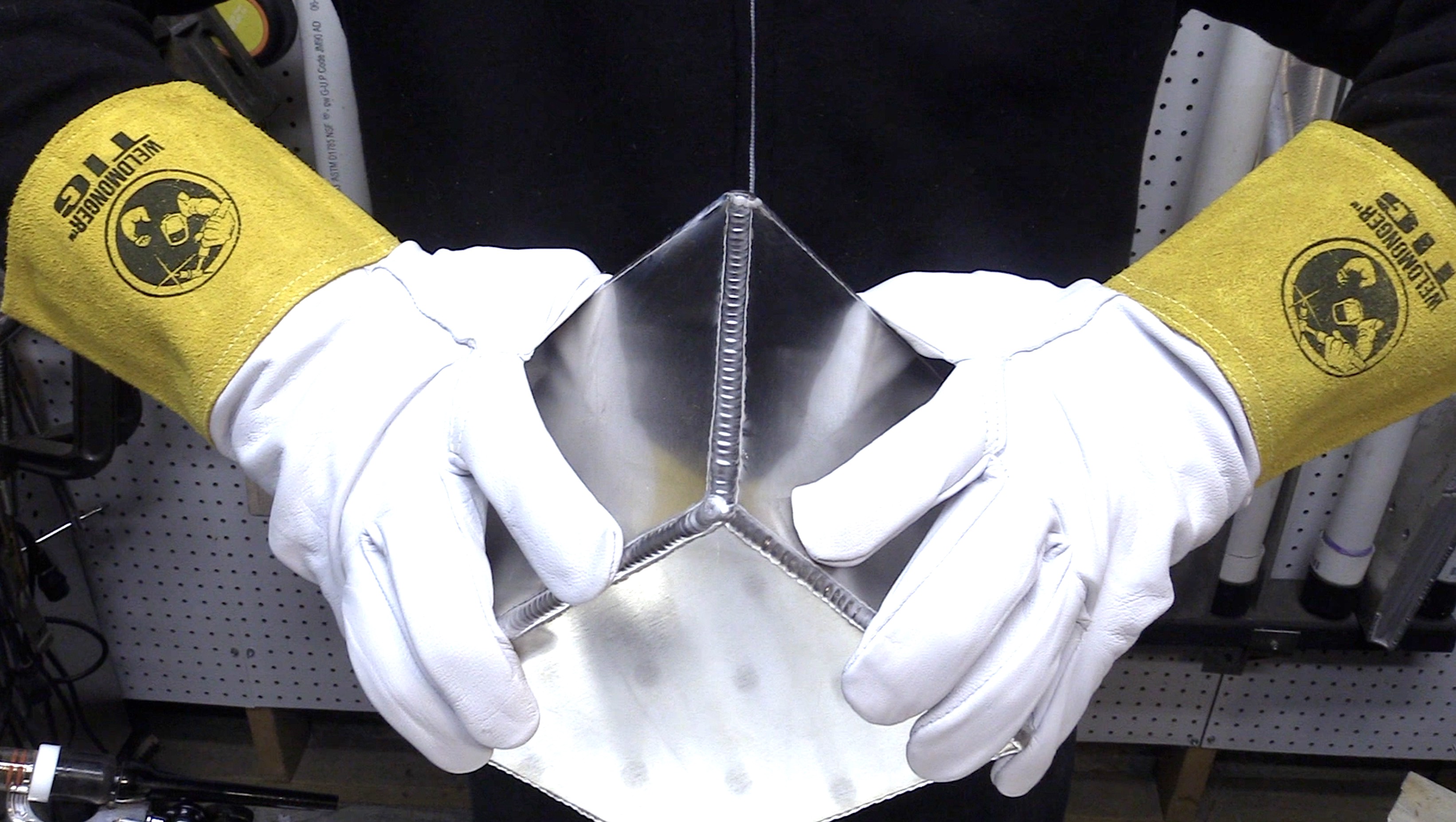
I searched for a long time for a tig glove that was both soft and durable and also didnt run small.
I can actually wear a size Large with these and normally need an XL with other brand tig gloves.
TIG Finger
Aluminum gets really hot..really fast.
A TIG Finger® not only keeps you knuckles cool, it provides a glide rest
Furick #8 pro clear cup
Since trying out these Furick #8 clear cups, I have come to realize they not only help me see everything better, but they really help me to film the welding process so that you can see everything better.

Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




