
Tig Welding Aluminum Intake Manifold - A Welding Project part 1

- HOME
- TIG WELDING ALUMINUM
- How to Tig Aluminum
- Tig Welding Aluminum



Tig welding Aluminum intake manifold for a project car…
A 280z to be specific.
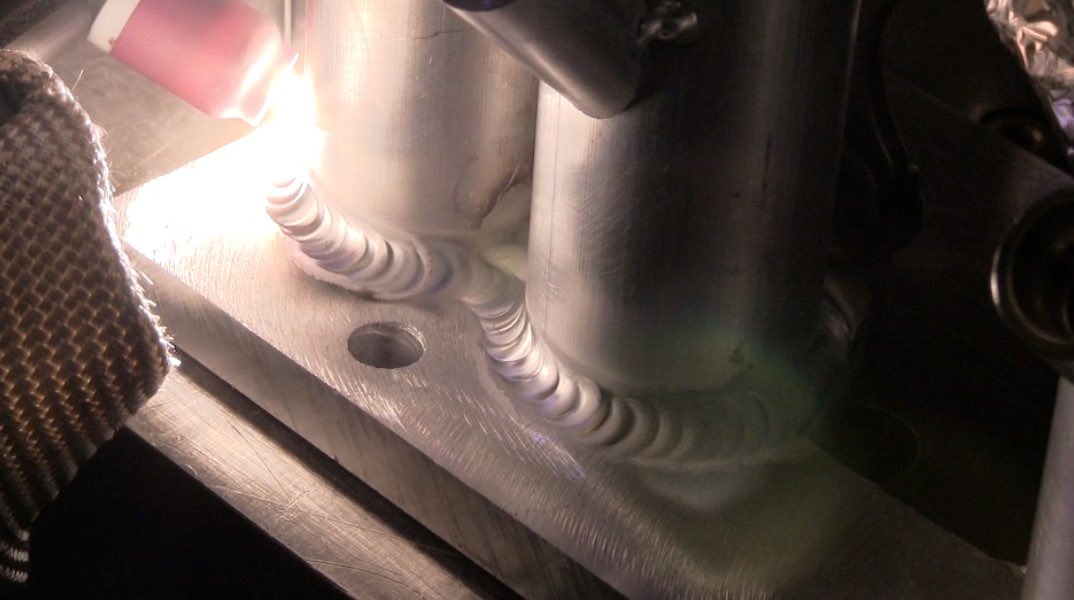
I agreed to weld this aluminum intake manifold because I thought it was a great opportunity to talk about welding thick aluminum to thin aluminum...a question that comes up quite often.
The parts of this welding project range from as .060” (1.5mm) to 1/2” (12.5mm) thickness.
PArt 2 TIG welding aluminum intake is ready now..click here to watch it
Watch PArt 3 and done with the aluminum intake
see more tig welding aluminum videos or go to the main TIG welding page
visit the weldmonger store to see tig fingers, gas lens kits, and more...
TIG Welding Aluminum thick to thin, and build up on injector bungs
For this video, I am using 255 amp tig welder.
Its the only welder I have that is connected to a cooler unit and since I am welding at over 200 amps on this project, a water cooled tig torch makes sense.
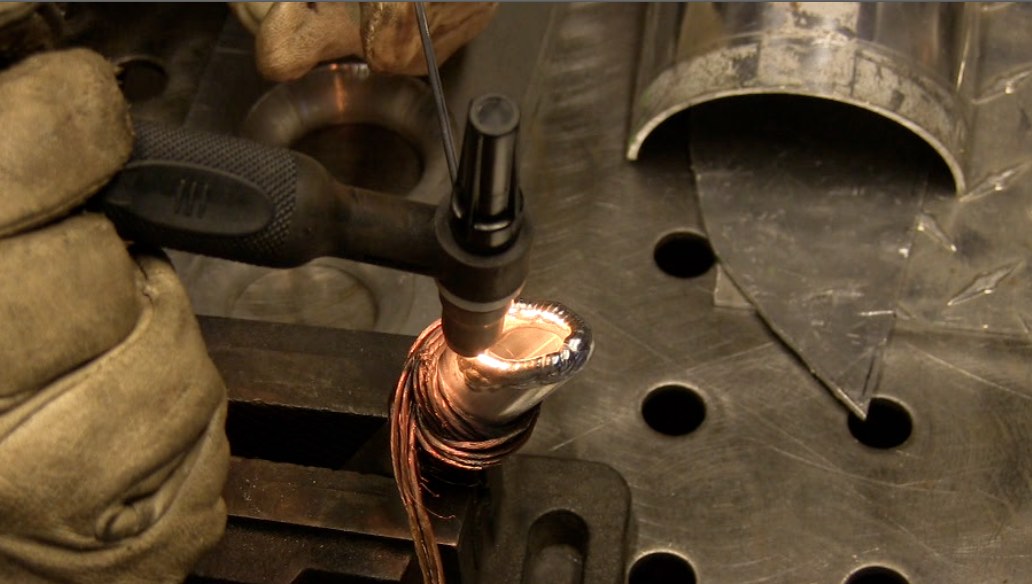
The first task was to build up one of the injector bungs.
It was shorter than the rest and also had some saw blade grooves that needed to be corrected.
I used some old copper wire from an old tig torch to warp around the part to help dissipate heat....worked great.
You might like these
Aluminum Welding Training on your own - just you and your tig machine
The best Aluminum Welding Training you can get on your own - How to Get better at Tig Welding
Welding Aluminum with Tig
Videos on Tig Welding Aluminum and learning how to tig weld


Related Pages:
Lincoln Square Wave welding aluminum
tig welding aluminum cylinders
tig welding thick aluminum with a lincoln 175
TIG welder settings for the intake manifold
After a few test beads, I settled in on some settings.
For AC frequency I set the machine to 77hz.
Not all machines have this setting.
I usually set AC frequency to 100-120hz but since a lot of the welding is on 1/2" (12.5mm) plate, 77hz works well to establish a puddle right away.
31% cleaning on the AC balance. on this machine that indicates 31% electrode positive.
The amperage was set to 225 but I rarely needed that much.
I used a foot pedal and was at 225 amps briefly here and there.
I used an argon/helium mix of 75 argon, 25% helium for this project.
Using this mix works great on all kinds of aluminum welding jobs.
aluminum heads and other aluminum castings weld great using this mix.
I knew the 1/2" thick plates would require a bit of heat and the 25% helium mix helped a lot.
No preheat needed for welding this aluminum intake
I have done one or 2 manifolds over the years and usually needed a preheat.
By using this Everlast 255ext inverter tig welder along with a 25% helium mix, I didnt need any preheat at all.
if all goes according to plans, part 2 of this video will feature the Miller Dynasty 280dx and settings comparable to what were used for this video.
next up is fitting the sheet metal, welding the injector bungs, and maybe some machining.


Would you like to get free welding videos in your inbox every week?





Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




